上周在宁波一家电池壳体冲压车间,我盯着那台400吨伺服压力机看了整整二十分钟。滑块下行到接触板料时——突然减速,就像一只手轻轻放下杯子——然后瞬间发力,啪!成形的铝合金壳体表面光洁得让我忍不住摸了一下。十年前我刚入行时,这种效果想都不敢想。
说实话,传统机械冲压的痛点我能吐槽一整天。曲柄压力机那个“咣当咣当”的噪音,下班后耳朵里还嗡嗡响。精度?模具磨损快得令人崩溃,尤其拉深高强度钢时,模具寿命经常缩水30%以上。💡 更头疼的是,一旦产品改型,凸轮曲线没法调,只能换模具或改机构,工期和成本都飞上天。我2018年在东莞处理过一个项目,仅因滑块运动不匹配导致开裂率高达8%,客户差点取消订单。
传统冲压工艺的“遗传病”
机械冲压的本质,就是把电机旋转运动通过飞轮、离合器和曲柄连杆强制转为滑块直线运动。这种模式注定了滑块速度曲线固定——像个心律不齐的病人,快慢不由你。❗ 冲压铝合金车身件时,材料流动速度需求是变化的:初始接触要慢,避免冲击断裂;中间拉深要快,保证效率;到底前又要慢,减轻回弹。传统机械压力机完全反着来:下死点附近速度最大,简直胡闹。
我也见过一些工厂给旧设备加装液压缓冲垫,试图弥补。但液压系统响应滞后,调试复杂,对于每分钟15次以上的连续模生产基本无效。更不用提能耗了:飞轮空转耗能,离合制动器磨损件更换频繁。有次算账,一台800吨机械压力机,每年仅制动器和润滑油成本就占设备折旧的40%。

不过话说回来,机械冲压并非一无是处。结构简单,初期投资低,对于大批量标准件——比如门铰链加强板,一年几百万片,节拍快,仍然划算。但这种“划算”正在被伺服技术重新定义。
伺服冲压凭什么让我兴奋
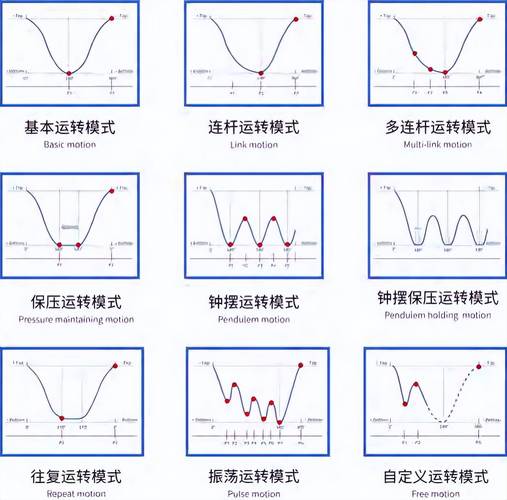
伺服压力机扔掉了飞轮和离合制动器,直接用伺服电机驱动曲柄或连杆,甚至用直线电机。滑块运动完全可编程,这才是革命性的。你可以在一个冲压循环内设定六段速度:快速下行→接近板料时减速→拉深时速度曲线与材料流动匹配→保压时停住或微振→回程先慢后快。得,开裂问题缓解了,回弹通过保压优化,模具寿命延长20%-50%不是神话。
更绝的是柔性。同一台压力机,上午冲高强度钢防撞梁,下午换成铝合金电池托盘,只需调出程序。换模时间一样,但省去了大量的机械调试。2024年我们去德国汉诺威展,看到舒勒的伺服多工位压力机,节拍达到每分钟18次,精度能控制在±0.05mm,当场就感慨:这哪是冲压,简直是钣金雕刻。
能耗方面呢?伺服电机只在工作时耗能,待机几乎不转,比传统设备节能30%-50%。配合电容储能模块,还能回收制动能量。去年我们给安徽一家新能源车厂算过,一条伺服冲压线每年电费节省近70万元。当然,初期投入高出一大截,很多人犹豫就在这儿。
问:伺服冲压工艺的设备投入比传统贵多少?中小企业值得上吗?
答:贵是肯定的,单台压力机价格大概是同吨位机械式的1.5到2倍。但账要综合算。产能提升、模具寿命延长、废品率下降——这些隐性收益往往在两年内覆盖差价。举个例子,一家中型厂冲压复杂形状的不锈钢连接片,改用伺服后废品率从5%降到0.5%,一年省了30多万材料费。另外,伺服设备基本免维护,离合器刹车片都不用换,停机时间骤减。所以我的建议是:如果产品附加值高、换型频繁、或者对成形质量敏感,咬牙上伺服绝对值得;如果产品单一、量大且形状简单,机械式还能顶好几年,但也要提前布局,毕竟熟练调试工越来越难招了。
不过一些厂家掉进了坑。以为买了伺服压力机就万事大吉,却忽略了配套的模具设计和工艺参数优化。伺服滑块曲线怎么设定?不是拍脑门选“正弦”或“修正梯形”就完事。必须结合板料仿真软件(AutoForm、Pam-Stamp)来做虚拟调试。我们有个客户,上伺服后坚持用原来的经验曲线,结果铝板拉深处起皱反而更严重——因为速度慢导致材料流动过度。后来基于仿真重新设计曲线,问题才解决。
实际应用中的坑与最新动向
另一个热点是热冲压成形,尤其硼钢板的淬火冲压。传统热冲压用液压机,速度慢,现在伺服机械压力机也能满足保压时间要求,而且滑块可快速下降,减少板料在空气中冷却的时间,有利于形成均匀马氏体。⚡ 2023年后不少自主品牌开始量产一体式热冲压门环,就靠伺服技术。
还要提一下“智能冲压”趋势。伺服压力机自带的力矩传感器、位置传感器,实时采集数据,结合机器学习,自动调整滑块曲线。我参观过小松的AI冲压系统,能根据吨位波动预测模具磨损,提前预警,避免突发停机。这就是未来。
问:伺服冲压是否适合所有冲压工序?比如切断、弯曲、拉深,有区别吗?
答:理论上都适用,但受益程度不同。拉深和成形工序最受益,因为滑块运动直接影响材料流动。弯曲和简单冲裁效果相对小一些。但对于不锈钢或钛合金薄板冲裁,可以通过设定快速下行、慢速冲切来减少毛刺,还是有优势的。还有一种渐进成形,小批量样件制作,用伺服压力机配合专用模具,省去了传统依赖手工敲打的情况,这一块在欧洲汽车定制改装领域很火。不过,如果只是粗切断大厚板,传统机械冲床加刚性好点的模具一样干得挺好,没必要多花几十万。
说到未来担忧:伺服压力机更复杂,维修依赖厂家服务,一旦出保可能产生高额费用。所以我们选型时很看重厂家的售后网络和响应速度。国内品牌如济南二机床、扬力近年也推出伺服产品,性价比高,但关键伺服电机还是依赖进口,交货周期不稳定。
最后吐个槽:有些企业宣传伺服压力机“免维护”“零故障”,纯属误导。伺服电机可靠性是高,但制动电阻、冷却系统、电缆拖链仍需定期检查。润滑油脂也得按周期更换。建议读者实地考察运行两年以上的用户车间,听听真实口碑,别被展台数据忽悠。
✅ 总之,伺服冲压工艺已经走到车间里了,不是实验室玩具。如果你还在犹豫,不妨租用一台试试,或者从关键工序开始改造。别等竞争对手的新车轻量化了,你还在为开裂率头疼。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:伺服冲压工艺的突破与误区——一位老工程师的车间手记 https://www.dachanpin.com/a/tg/57713.html




