前几天去一个客户车间,刚好撞见一批喷涂件全数返工。粉末涂层表面密密麻麻的针孔,像被霰弹枪打过一样——老师傅气得直跺脚,嘴里骂骂咧咧。说实话,这场景我见得太多了。干了二十年涂装,什么稀奇古怪的缺陷没碰到过?但每次都能让人血压飙升,哪怕到最后发现只是因为压缩空气里多了点水汽……一个微不足道的小疏忽。
粉末涂层这玩意儿,看似简单——不就是静电吸附粉,再进固化炉烤一下么?其实里头的门道深得很。很多时候我们专注于设备、粉末这些“宏大叙事”,却忽略了一些根基上的细节。咱们今天不聊那些教科书里的泛泛而谈,就揪住几个最折磨人的缺陷,掰开揉碎了聊。
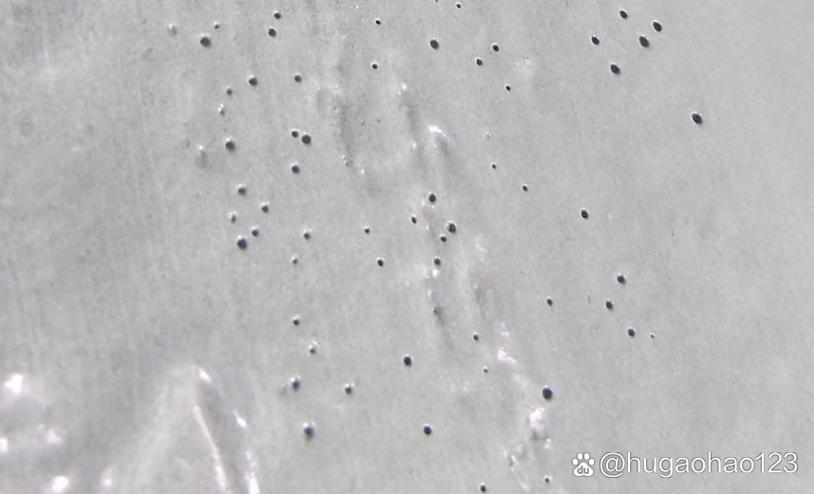
缩孔与针孔:细微缺陷的大麻烦
缩孔和针孔,多数人分不清。简单说,缩孔更像涂层表面一个个微小的“陨石坑”,而针孔是直通底材的微细孔道——拿放大镜看,一个像碗,一个像管子。这两种缺陷一旦密集出现,防腐能力直接完蛋。
根源往往出在前处理这步。工件表面残留的油污、硅酮,甚至搬运时留下的汗渍,都是缩孔的罪魁祸首。有一次我们查了三天,结果发现是某个工人换了新的护手霜……护手霜里的硅油附着在工件上,喷涂后直接大片缩孔!你说这找谁说理去?所以除油要彻底,脱脂剂的浓度、温度、处理时间一个都不能马虎,还得定期检测槽液污染度。另外,压缩空气系统也要定期排放冷凝水——油水分离器失效可是常见暗雷💣。
至于针孔,除了前处理,还跟粉末本身以及固化工艺相关。某些聚酯树脂交联反应时易挥发小分子,如果涂层太厚或升温速率过快,挥发物来不及逸出,就会冲破表面形成针孔。调整升温曲线、控制膜厚是关键。还有地线!静电喷涂的地线电阻过高,会导致粉末上粉不良、涂层产生空隙,也可能诱发针孔。别小看那根接地的铜线。

问:已经出现缩孔的工作,除了返工有没有补救办法?
答:轻微缩孔,趁涂层未固化前可以尝试用补粉枪局部修补,但一致性很难保证。如果缩孔密集,必须退塑或脱漆后重做。千万别指望靠厚涂盖住——那是自欺欺人,固化后缩孔会更明显,而且内应力会带来附着力问题。
附着力不足:涂层剥落的背后
涂层一片片剥落,像剥橘子皮似的。这事儿大概率指向前处理磷化膜或锆化膜不合格。磷化膜太粗、泛黄、或者不成膜,直接导致物理咬合力丧失。我记得有家做电柜的厂子,为了省钱把磷化液温度降低了10℃,结果整批货在客户现场安装时局部脱皮……赔了十几万。
另外就是固化温度与时间。大多数粉末需要工件达到规定温度(如200℃)后并保持一定时间(如10-15分钟)才能完全交联。炉温显示205℃,不代表工件真的到了这个温度——这中间有热惯性滞后。很多操作工看着炉温表调链速,却不测炉温曲线,最终导致涂层固化不足,附着力就脆了。用炉温跟踪仪测一下,会发现铁板冷区的温差可能差30℃!
还有一点容易被忽视:粉末本身有没有受潮或粒径分布异常。储存环境湿度>70%时,粉末容易结块、流化性变差,喷涂时成膜不均匀,附着力同样受影响。
问:附着力测试一定要用划格法吗?现场怎么快速判断?
答:划格法(百格刀)是标准方法。现场快速判定可以用硬币或钥匙边缘用力刮涂层,如果轻松刮至底材,说明附着力肯定不行。或者用橡皮锤敲击边角,观察有无碎片崩落。但最终定论还是得靠百格和冲击试验。
橘皮与颗粒:美观与功能的双失
橘皮——涂层表面像橘子皮一样轻微起伏,算是粉末涂层最普遍的外观缺陷之一。直接原因通常是粉末熔融流平不充分。可能是升温慢了,也可能是粉末本身流平性能差,或者膜厚偏薄导致缩流。没错,膜厚太薄也出橘皮,因为没给粉层足够的流动空间。一般建议膜厚至少60μm以上,如果基材粗糙度大,还得更厚。
但还有一种情况:所谓“大颗粒”或“晶点”,摸上去有尖锐凸起。这往往是回收粉与新粉配比不当、筛网破损,或者喷涂环境洁净度不够造成的。粉尘、碎屑混入粉末,固化后就嵌在涂层里。所以回收粉必须过筛,而且筛网目数建议140目以上。说到回收粉,我得吐个槽——很多人为了省钱拼命加大回收比例,甚至用到30%以上。粉末供应商给的比例上限通常是15%-20%,你用超了,表面质量差、附着力下降、色差,亏的是自己。真的,省那点粉钱不够赔的!
问:为什么我用了同一批粉,不同批次产品的颜色还是有轻微差异?
答:色差这个问题很复杂。首先排除炉温不均导致的过度烘烤变黄。其次,粉末涂层的色差可能源于基材底色差异(如冷轧板与热轧板)、膜厚偏差过大(膜厚差超过15μm肉眼就能察觉色差)、或不同批次粉末的遮盖力波动。另外,回收粉比例不一致也会影响颜色,因为回收粉中可能混有部分填料或颜料比例略变。尽量控制回收粉比例恒定,并对每批次新粉做色差测试。
班次管理与粉末涂层稳定性
不要以为只有技术参数才是关键。换班时的交接疏忽,往往是缺陷频发的根源。例如夜班工人偷懒,没按时清理喷房滤芯,导致气流不均,上粉率忽高忽低;或者固化炉链条润滑油滴落污染工件——这类事我经历得太多。建立严格的班次点检清单,把责任落实到人,比什么高精尖设备都管用。
还有粉末的批次管理。不同批次的粉末即使同色号,也可能存在微小差异。最好做到“先进先出”,并在切换批次时做好首件打样确认,必要时调整工艺参数。
说到底,粉末涂层的稳定不是靠某个单一控制点,而是靠系统化的细节管理。从前处理、喷涂、固化到后处理,每一个环节都有坑等着你跳。就算是老法师,也得时刻保持敬畏。
写到这里,又想起那个因为手汗导致缩孔的案例……只能说,涂装这行,永远在跟各种看不见的敌人周旋。你觉得呢?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:粉末涂层缺陷深度解析:从根源解决橘皮、针孔与附着力问题 https://www.dachanpin.com/a/tg/58505.html