不是泡个澡那么简单
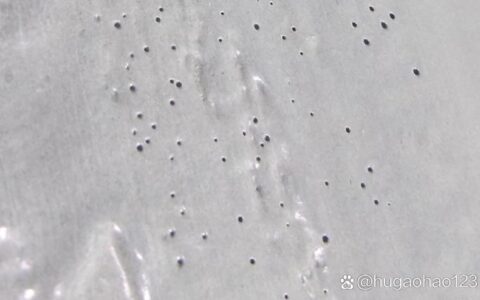
第一次在车间看到阳极氧化,以为跟电镀差不多——泡一泡,通个电,出来就亮了。结果呢?那批铝壳表面全是白斑,轻轻一擦就掉粉。😫 当时师傅脸都绿了。说实话,阳极氧化这玩意儿,水比想象中深多了。它不是简单的“表面处理”,而是一场电化学的精细舞蹈。氧化膜的质量、硬度、颜色,每一个参数都像走钢丝。

阳极氧化的原理,说白了就是在酸性电解液中把铝件作为阳极,通过电流使其表面生成一层氧化铝膜。这层膜 多孔、硬度高、绝缘、耐蚀,还能吸附染料,所以应用极广。从手机外壳到飞机零件,离不开它。但很多人搞不清 硫酸阳极氧化、草酸阳极氧化、硬质阳极氧化 这些变种。有些厂买了设备就干,结果成批报废。💸
前处理:要命的往往不是氧化槽
讲个真事:去年帮一家做散热器的工厂排查,氧化膜厚度够,但耐蚀性奇差,48小时盐雾试验就起泡。查来查去,问题出在除油。他们用的除油剂配方,对那种挤压铝型材根本洗不净,表面残留了一层极薄的油膜。就因为这,氧化膜结合力一塌糊涂。❌
前处理,包括 除油、碱蚀、化学抛光,每一步都是地基。碱蚀过头了,表面粗糙,光亮度丢失;不够,自然氧化皮去不掉,后续氧化不均匀。有人为了追求效率,把碱蚀温度提得老高,结果铝材过腐蚀,尺寸都偏了。😤 特别是现在流行的 无镍封闭 和 中温封闭,对前处理要求更苛刻。
选硬质还是普通?别光看厚度
“给我来个最硬的氧化!”常听到客户这么喊。可硬质阳极氧化并不适合所有场景。普通硫酸阳极氧化膜厚一般5-20微米,成本低,着色性好;硬质阳极氧化膜厚可达25-150微米,硬度能到HV300-500,耐磨耐热,但膜层偏脆,而且会降低基体疲劳强度。有一回,某无人机零件强行全件硬质氧化,结果装机后振动开裂——罪魁祸首就是那层脆硬的膜。
问:硬质阳极氧化和普通硫酸阳极氧化,技术上到底怎么区分?
答:核心在 电解液温度、电流密度和添加剂。硬质氧化通常在0℃左右的硫酸溶液中,配合较高电流密度,有的还会加入草酸或有机酸。它生成致密的屏障型氧化膜,孔隙率远低于普通膜,所以更耐磨。但普通氧化在室温操作,膜层疏松多孔,适合染色和进一步封闭。选择时,如果你的零件需要滑动摩擦或高温,硬质是首选;要是只为了装饰或一般防腐蚀,普通氧化足够了。还有,硬质氧化后表面可能会发灰,不美观。
问:那微弧氧化和硬质阳极氧化是一回事吗?
答:完全两码事。微弧氧化电压高到几百伏,直接打火花,生成的是陶瓷质氧化膜,含α-Al₂O₃,硬度超高,但设备贵,工艺控制难。硬质阳极氧化还是传统电化学。微弧多见于军工、高端活塞。别被卖设备的忽悠了。
还有一个坑:零件结构。深孔、盲孔零件做硬质氧化,溶液流动差,局部可能烧焦。得加辅助阴极,设计工装。这些细节,书上不一定会告诉你。
着色与封闭:半天功夫毁于最后一步
阳极氧化染色看起来简单:往染料槽里一扔,捞出来就是炫彩。可真正做好,从 染料选择、pH控制、染色温度时间 到封闭,一环扣一环。有些染料耐光性差,用半年就褪成土黄色。还有,染料浓度高了,表面发花;低了,颜色淡。最头疼的是封闭——没封闭好的膜,染料会慢慢渗出,手一摸就掉色。😭
问:传统沸水封闭和常温封闭剂,哪个更靠谱?
答:沸水封闭是利用水合反应使氧化膜体积膨胀,堵住孔隙,封闭质量稳定,耐腐蚀好,但能耗大,而且对水质要求极高,有个氯离子就起白灰。常温封闭剂主要是镍盐体系,操作方便,缺点是有些膜层发绿,并且镍有环保压力。现在流行 无镍中温封闭剂,性能和环保兼顾,但对工艺窗口要求窄。我的经验:汽车零部件坚决用沸水封闭,电子消费品可以常温或中温。⚠️
说实话,很多厂在着色封闭上栽跟头,是因为根本不做 耐光色牢度 和 封孔质量检测(比如磷铬酸法)。只顾着交期,最后客诉一堆。

新趋势与老坑并存
现在工业4.0,阳极氧化线也在搞自动化、数字化。自动行车、在线膜厚监测、药液自动补加,这些都让质量更稳定。但 脉冲阳极氧化 这种新技术,对电源要求高,很多老厂直接搬方案,结果波形不匹配,氧化膜更糟。💡 记住,工艺创新得建在扎实基础上。
再比如环保风暴,促使 三价铬钝化 替代六价铬,用在氧化后的封闭。可是有些替代品耐腐蚀性打折,必须重新验证。行业在变,知识也要更新。
说到底,阳极氧化这个老工艺,玩透不容易。它像做菜——食材(铝材)、灶具(设备)、火候(参数)、调料(添加剂)缺一不可。希望少点表面功夫,多点深入研究。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:阳极氧化工艺避坑:从生产线上的“发白”惨案说起 https://www.dachanpin.com/a/tg/58500.html