真见鬼。明明昨天才换的新刀片,今天下午就崩刃了——而且还是精车最后一步。车削加工这行干久了,你迟早要跟刀具扛上。不少人总怪机床不行、材料太硬、冷却没到位,但说实话……八成是刀具和参数匹配出的问题。
💡 别以为“好刀”就是万能钥匙
前些年我参观一家模具厂,他们加工H13热作模具钢,粗车用涂层硬质合金,精车也硬扛。结果车间主任抱怨效率低、刀具成本高得离谱。我说,换陶瓷刀片试试?半个月后他打电话来,声音都是抖的——“单件成本降了40%,寿命翻了五倍不止。” 所以你看,刀具材料选不对,后面一切免谈。
❗硬质合金是万能?那是你没车过高温合金。Inconel 718那玩意儿,用立方氮化硼(CBN)刀刃都快废,但换了金刚石涂层,切削速度能拉到350m/min——当然,前提是机床扛得住。不过话说回来,金刚石怕铁,含铁材料别碰,这基本常识得懂。选刀像相亲,没有最好,只有最合适。
问:我这个活光洁度总达不到,明明走刀很小,为什么还粗糙?
答:大概率是积屑瘤在作祟。切削速度太低,或刀具前角不合适,切屑粘在刀刃上反复碾压,表面能光滑才怪。✅ 提高切削速度,或者换带锋利刃口、正前角的涂层刀片,马上见效。另外检查一下冷却液浓度,太稀了润滑不足。
🔧 切削三要素:别光盯着速度,进给和切深会造反
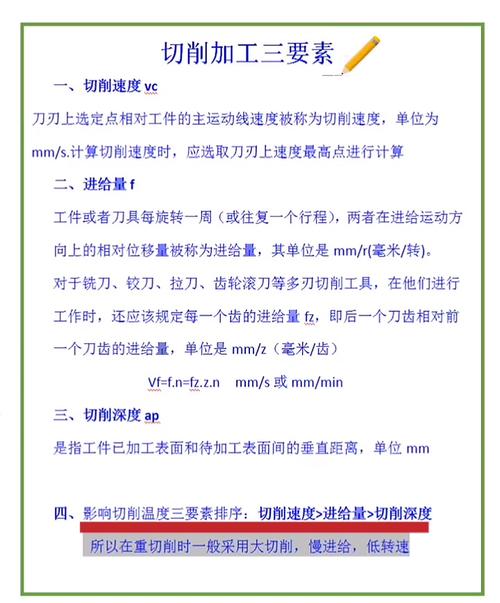
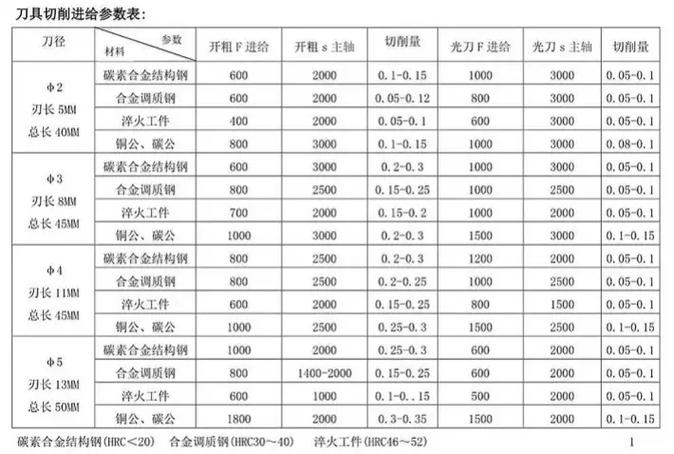
切削速度(vc)、进给量(f)、背吃刀量(ap),这三个参数像三角恋,牵一发动全身。早年我带徒弟,有个愣头青追求极致效率,把线速度拉得极高,结果刀尖红了一片,五分钟崩刃。我骂他:“你不知道切削温度跟速度是平方关系?!”他委屈:“书上都写vc最重要……” 唉。
其实,粗车时要想提升金属去除率,优先加大背吃刀量,然后再提进给量,最后才考虑速度。因为刀具寿命对vc最敏感。精车反过来,为了表面质量,适当降低进给,保持一定速度。但很多老师傅凭感觉走,这在大批量产里绝对要命。
举个最新例子:某航空零件用TiAlN涂层硬质合金车削TC4钛合金,切削速度从60m/min提至90m/min,理论金属去除率增加50%,结果刀具寿命从20件骤降到8件,算总账反而亏了。后来他们采用低温二氧化碳冷却,才把寿命拉回来。记住:切屑是什么颜色?银白色最好,蓝色说明过热,紫色就该叫停了。
问:断屑槽到底怎么选?我试过好多种形状,排屑还是不顺畅。
答:断屑槽不是花纹多就好。首先要看你的切削深度和进给量是否在断屑槽的适用范围。粗加工用宽槽、大卷曲半径;精加工用窄槽、小卷曲半径。材料韧性越大,需要越强的断屑能力。如果你车不锈钢,缠屑缠得跟铁丝一样,赶紧换三维断屑槽,别犹豫。还有一个冷知识:适当增大进给量反而有助于断屑,因为切屑变厚更容易折断。💡
🌡️ 冷却液:用还是不用,多少人的纠结
车削加工时到底该不该加冷却液?很多车间要么猛喷、要么干切走极端。干切确实省事,但某些场合是灾难——比如车削铝合金,不用冷却液刃口很快就会产生积屑瘤。然而在断续切削或高速切削淬硬钢时,冷却液反而容易导致热裂纹,刀片瞬间崩损。这就是所谓的热振效应。
现在主流的做法是:高压内冷或微量润滑(MQL)。前者用高压泵把切削液精准送到切削区,后者用雾化油粒减少摩擦。我去年帮一个阀门厂改造,从传统浇注冷却升级为70bar高压内冷,刀具寿命延长了3倍,而且切屑断得干干净净,不用人工清理。
但别盲目跟风!如果你的机床主轴密封扛不住高压,或者切削液过滤跟不上,还是老老实实常规冷却。❗
问:我听说涂层刀具可以免冷却液使用,真的吗?
答:部分真实。像AlTiN涂层在高温下会形成氧化铝保护膜,硬度和耐磨性反而提升,所以适合干切削。但要看具体工况。比如车削普通碳钢,涂层刀片可以干切,可如果是钛合金、不锈钢等粘性材料,还是需要适当冷却润滑,否则涂层也会很快失效。别信厂家的神吹,自己试一刀最准。
说到底,车削加工是门实践科学。任何不动手就给的参数推荐,都是耍流氓。下次再碰上刀具问题,别急着换刀片,先看看你的参数和设备匹配吗?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:车削加工:你那套老参数该扔了——刀具与切削用量的现代博弈 https://www.dachanpin.com/a/tg/59064.html