昨晚加班到十一点,就为了赶一个航空件样机。结果呢?五轴联动的时候,刀柄没夹紧,直接把工件干飞了……!这可是4000多块的锻件毛坯啊,心在滴血。当时真想把手套砸在屏幕上。冷静下来想想,铣削加工这行当,真的是细节决定成本。大道理谁都会说,真正上手才知道哪里会翻车。今天不写什么官方技术指南了,就聊聊我这些年攒下的实际教训,顺便吐吐槽。
刀具涂层:外观炫不等于性能强
供应商来推销新涂层,总是拿个PPT吹得天花乱坠。什么纳米多层、类金刚石……有用吗?有些确实有用。但你要是不看具体工况盲目上,等着你的就是崩刃、积屑瘤和莫名其妙的振纹。我记得有次加工镍基合金,用了某品牌的PVD涂层,结果连续三把刀都玩完,后来发现是涂层结合力不够。换成化学涂层CVD,立刻稳了。所以啊,别光听销售忽悠,实际切一刀试试。涂层和基体的匹配比涂层本身更关键,这点90%的新人不知道。
这里说个QA:
问:铣不锈钢316L时,用AlTiN涂层还是TiSiN涂层?
答:如果你冷却充分,TiSiN耐热更好;但如果偶尔干切或者冷却断断续续,AlTiN更皮实。我们车间老法师总结:好涂层不如好习惯,检查冷却喷嘴的喷射角度比你纠结涂层强十倍。❗
切削参数:别再盲目追F值了
高速切削理念流行以后,很多年轻工程师上来就狂拉进给和转速。F3000、S12000……爽是很爽,声音听着像飞机起飞。然后过两天就发现主轴精度丢了。振动导致刀柄结合面磨损,这种损伤不可逆。我得说,切削参数没有绝对的快慢,只有合适的匹配。尤其做深腔铣削时,切宽切深比要严格遵守1/3原则,不然刀具悬伸一长,谐波共振能让你怀疑机床要散架。
再插一段QA:
问:给铝合金做高速铣削,表面有鱼鳞状刀纹,怎么消除?
答:大概率是主轴上轴承预紧力不够,或者刀柄动平衡超差。别急着调参数,先拿动平衡仪测一下。💡我们以前为这个白白浪费了三天,最后发现是夹头清洁度问题——有个小铁屑卡着!你说冤不冤?

工艺策略:顺铣逆铣的选择不只是课本那套
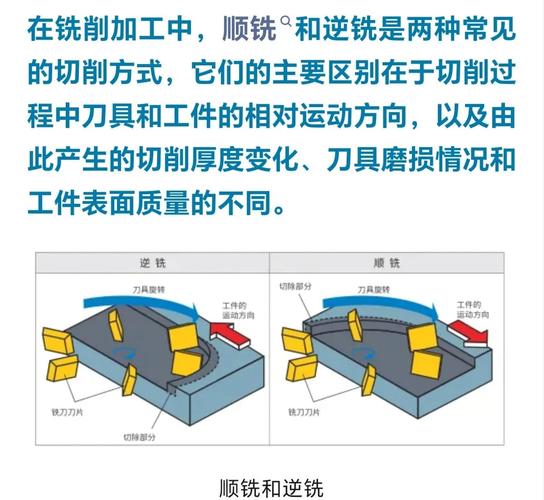
教科书上说精加工用顺铣,粗加工用逆铣。这没错,但忽略了机床间隙。老旧机床丝杠有间隙,逆铣反而能避免扎刀。有一次在外协厂干活,他们的床子年纪比我还大,按我的习惯顺铣,结果直接啃刀!工装都差点报废。所以工艺策略必须结合设备实际。铣削加工中,刚性不足时要活用插铣和坡走铣,这是很多CAM软件自动生成的刀路没法给你的。说到CAM,自动编程出来的刀路常常笨得要命,不提也罢了。
还有,微量润滑MQL在铣削铝合金时效果惊艳,但对钢材铸铁,还是传统切削液靠谱。这个坑我也踩过。以为环保高大上,结果刀具寿命降了40%,被老板骂惨了。
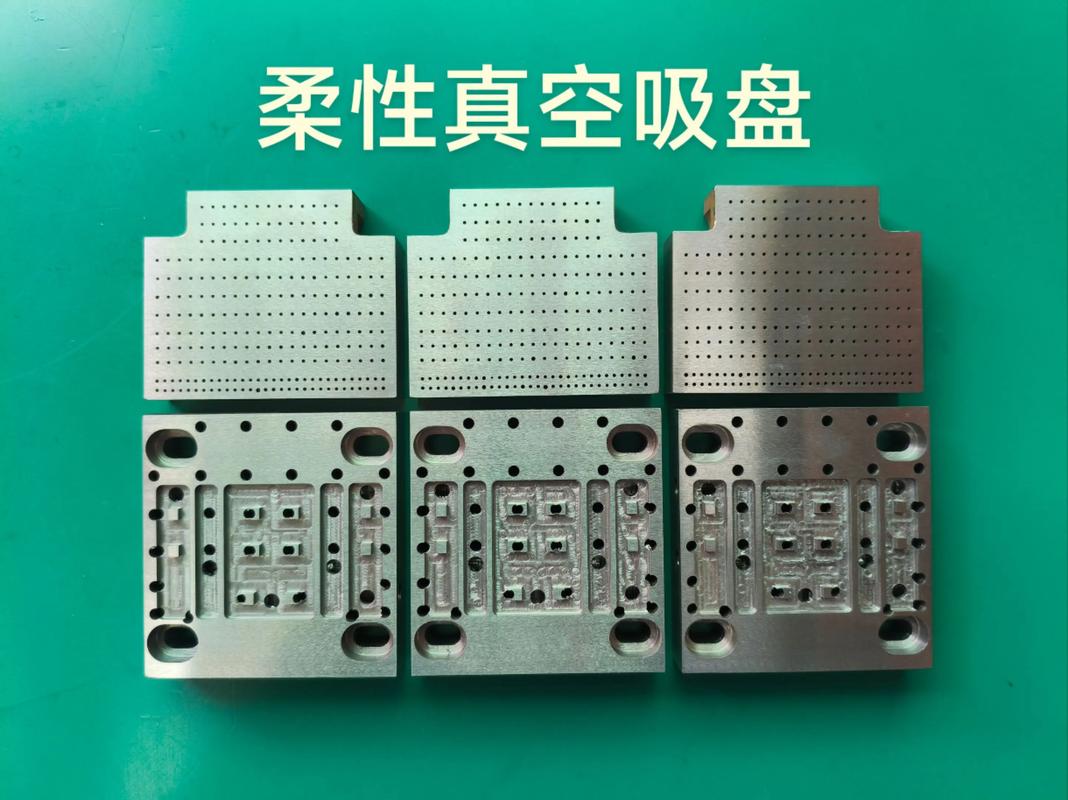
工装夹具:让刀是精度杀手
说起来都是泪。有次加工薄壁件,用磁力吸盘装夹,以为吸得死死的,结果铣出来壁厚差了0.1mm,全报废。为什么?磁力吸盘对薄件变形控制为零,必须用真空夹具或软爪包裹。铣削加工中的让刀现象,80%是夹具刚性不足。现在很多人喜欢用零点定位系统,效率高,但精度保持性得定期标定。别忘了,液压夹具的油温都会影响最终尺寸,你信不信?我就遇到过,夏天和冬天厂里温差大,早上调好的尺寸,中午就偏了。奇葩吧?但这就是真实世界。
今天就先吐槽这么多吧,机床还等着换活。下次再说说钛合金铣削的那些防崩刃技巧,又是一部血泪史。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:铣削加工的血泪经验:别再迷信高速切削神话了 https://www.dachanpin.com/a/tg/59059.html