说真的,上周去参观一家做户外机柜的厂,喷漆房的味道直接把我顶出来了。工人戴着防毒面具干活,那漆雾弥漫得……我当时就想,这都2025年了,怎么还在用液态漆?粉末涂层不香吗?
于是我就跟他们老板聊。他倒苦水:换粉末线要投资啊,还要改工艺。我听完笑了——粉末涂层的成本回收,快则半年,慢则一年,后面全是利润。而且环保查得严,溶剂型涂料早晚被卡脖子。你说对吧?
粉末涂层到底强在哪?
我第一次接触粉末涂层是十年前,给一家汽车配件厂做产线优化。当时他们用聚酯树脂粉末,喷涂后进固化炉,出来那层膜,硬度、附着力、耐盐雾甩油漆几条街。尤其是边角覆盖——液态漆容易流挂,粉末静电吸附,死角都能裹住。
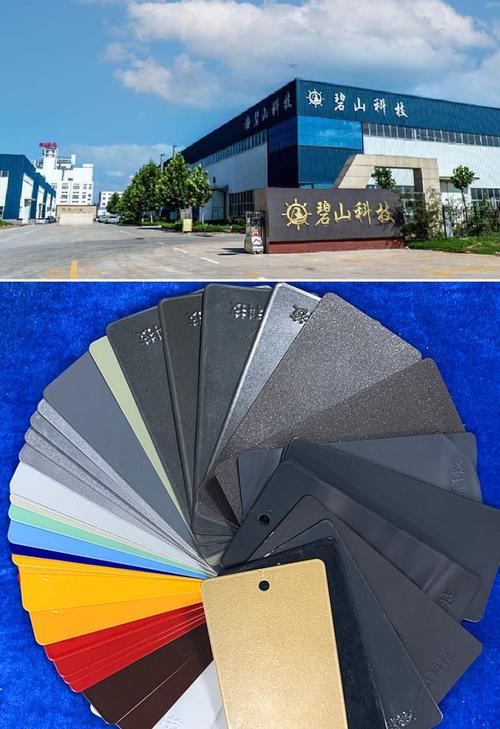
但别以为粉末涂层没缺点。花纹太单调?那是你没见过金属闪光粉、砂纹粉。还有人说修补难?确实,局部重涂需要重新固化,不过现在有低温修补粉末了,150度就能搞定,方便多了。

工艺流程:不是喷上去那么简单
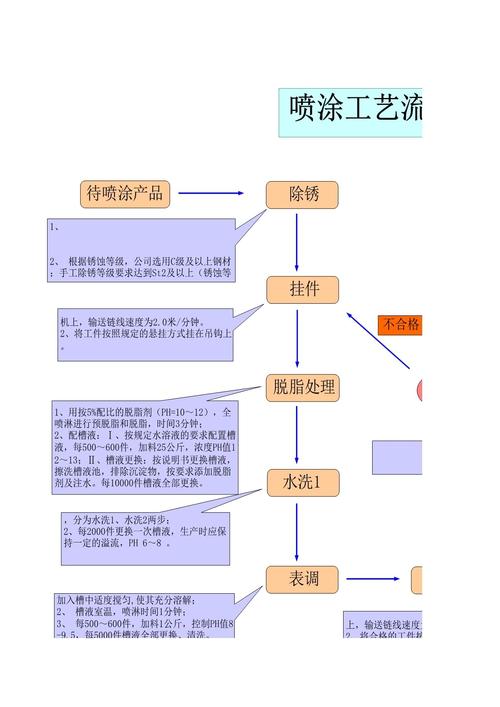
很多人以为粉末涂层就是喷粉、烘烤,完事。呵,哪有这么容易。前处理不到位,两三个月就爆皮。我见过最离谱的:工件上还带着防锈油就挂上喷涂线,结果固化后全是缩孔。老板骂粉末质量不行——其实是他自己省了脱脂槽里的药剂。
标准流程:脱脂→水洗→硅烷/磷化→水洗→烘干→静电喷涂→高温固化。每个环节都卡着秒表。喷粉房里的回收系统也得注意,粉末回收率不到位,不仅浪费,还会污染换色。现在用快速换色粉房,10分钟就能从黑切换到白,以前要半天。
说到这里,插一句:粉末涂料分热塑性和热固性。工业上99%用热固性,比如环氧树脂(防腐一绝,但不耐晒)、聚酯树脂(耐候性好,户外首选)。别混着用,否则性能大打折扣。
问:粉末涂层能做薄涂层吗?比如50微米以下?
答:能,但要看粉末粒径。传统粉末平均粒径30-40微米,最低膜厚大约50-60微米。现在有超细粉末,粒径做到20微米以下,膜厚能控到30微米,接近液态漆的膜厚,流平性也更好。不过超细粉对回收系统要求高,容易结团。我们做过测试,用震筛回收容易堵网,最好加上气流分级。
那些坑,我替你踩过了
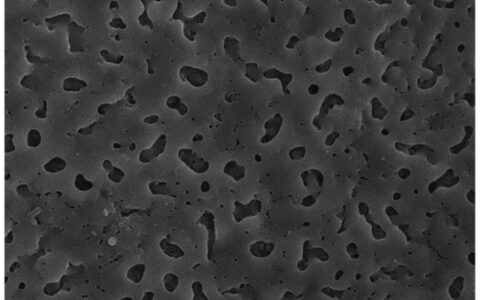
粉末涂层最怕什么?固化不足。固化炉温度曲线不对,工件表面到了200度,但厚壁处才150度,结果附着力测试直接拉垮。有次我们给注塑机配件做涂层,厚薄差太大,炉子风速调不好,后来加了红外补温才解决。另一个痛点是杂质颗粒,环境除尘不达标,涂层表面全是颗粒,像砂纸一样。务必保证喷房正压、循环风过滤精度在F9以上。
还有颜色批差。粉末涂料不同批次之间有细微色差,尤其金属粉,因为铝粉定向的角度敏感。验收时一定要在标准光源下对比,不能光看样板。我吃过亏,一批货到客户那里,机箱拼起来色差肉眼可见,全部返工。
问:我们的粉末涂层总是出现“橘皮”,怎么解决?
答:橘皮成因很复杂。先查膜厚,过厚了流平时间不够;再看固化温度,升温太慢或者峰值温度波动大,流平剂没完全发挥作用。粉末本身的质量也有关系——流平剂含量不足或者树脂熔融粘度高。我用过的笨办法:调整预热温度,让工件入炉带一点余温,帮助粉末快速熔融流平。但别太热,否则粉会提前固化形成干喷。
2025年,粉末涂层的未来在哪?

现在行业最火的是低温固化粉末,固化温度从200度降到120-140度,能喷塑料和复合材料了。还有粉末涂层+数码打印,直接在粉末层上喷印木纹、大理石纹,逼真度极高,定制家居厂爱得要死。另外,MDF中密度纤维板也开始用粉末涂层了,160度固化,表面硬度、防水性吊打传统贴皮。
环保政策更不用提。欧洲已经把粉末涂料列为替代溶剂涂料的优选技术,国内VOCs排放标准越来越狠。最近好几个做货架、发动机部件的客户都转了粉末线。他们最意外的不是成本,而是产品溢价能力:粉末涂层的质感和耐用性,让终端买家愿意多付10%-15%。你说这是不是意外之喜?
最后说个细节:粉末涂层并非零污染。换色清粉时产生的废粉,如果含有金属颜料,要按危废处理。别犟,这钱省不得,被查到罚款是小事,停产整顿才要命。总之,涂料行业这条路,早转粉末早解脱。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:粉末涂层:为什么你车间的喷涂线该换了? https://www.dachanpin.com/a/tg/59051.html