那次崩刀让我怀疑人生
说实话,很多新手都迷信“推荐参数”。但机床刚性、装夹方式、刀具悬伸量,哪个不影响?那天我用的是国产硬质合金刀片,加工40Cr调质钢,切深0.5mm,进给0.15mm/r,线速度120m/min。按理说不过分。可刀杆伸出来快80mm了,振动大得手麻。切屑都不像正常C形屑,而是碎成针状,飞溅扎人。真该早点警觉。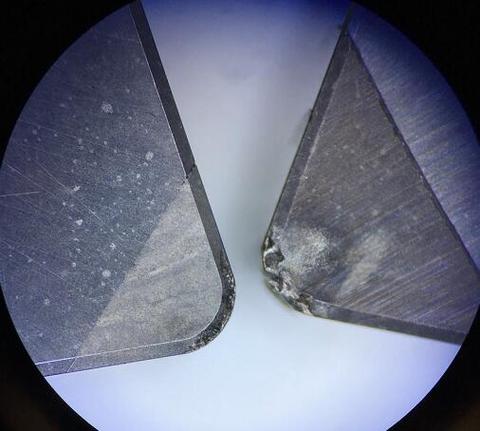
💡后来才明白,刀尖半径选得太小——0.2mm的R角,对付断续切削就是找死。换了个0.8mm的,立刻稳了。有时候就得交学费。不过话说回来,谁没崩过几盒刀片?都当补品吃了。
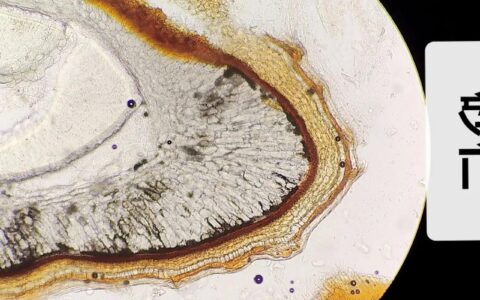
切屑的颜色会说话?
加工不锈钢时,我最爱看切屑颜色。深蓝色,那是温度上去了,刀片可能顶不住;金黄色,刚刚好;银白,要么材料软,要么根本在磨刀……有一次车Inconel 718,切出来竟然是紫色带黑斑,吓得我赶紧调低转速。切屑形态是切削过程的X光片。可惜很多人连卷屑槽都不会选,埋头就干。问:怎么根据切屑判断问题?
答: 别光看颜色。切屑边缘锯齿状,说明切削不稳或者刀具磨损;若切屑紧缠刀杆,卷屑槽太浅,断屑器失效,危险!打刀风险高。银亮切屑但不卷曲,可能前角太小,切削力大。高温合金产生棕褐色细碎切屑,基本正常,但需要高压冷却。我就因为切屑缠刀停过三次机,现在养成习惯,先看屑形再微调进给。 ❗
冷却液是救星还是累赘?
干式切削喊了这么多年,我试过几回。车铸铁还行,车钢件没冷却,刀尖烧得通红,两分钟就钝了。但用切削液,一断一喷,热冲击让硬质合金刀片微崩——见鬼的“热裂”!复合陶瓷刀片倒是可以干切,可价格贵得肉疼。目前折中方案:微量润滑(MQL),雾状植物油喷过去,环保多了。不过切屑回收麻烦点儿,湿乎乎的。
问:什么时候必须用切削液?
答: 加工铝,一定要!不冷却,刀上立刻积屑瘤,表面粗糙度报废。还有攻螺纹、深孔钻,没切削液冲屑,丝锥断了你哭都来不及。高速钢刀具也离不了,它耐热差。反过来,硬质合金铣削某些钢件,可以干切,还省得处理废液。看材料、看刀具、看操作手法,没定则。我遇到过一个老师傅,车淬硬钢用压缩空气吹,居然光洁度比用液好——他说断屑靠的是负前角刀片,哈哈,又学一手。
硬切削:以车代磨的诱惑
这几年硬切削越来越流行。淬硬钢(HRC58-62)直接用PCBN刀片车,省掉磨削工序,效率翻倍。我们车间试了一把,粗糙度Ra0.4,圆度2微米,还行。就是刀片崩的概率大,尤其切入切出那瞬间。定心不稳,一会就崩。所以机床要超刚性,进给要匀。 ❗ 有次偷懒用普通卡盘夹淬硬轴,结果工件飞出来,吓尿。现在都用液压涨套,同心度3微米以内,踏实。花钱买命,值。问:硬切削能完全替代磨削吗?
答: 不能。精度要求IT5级以下,磨削还是老大哥。但大批量生产,以车代磨能省30%成本。关键看刀具寿命,我们统计过,一个PCBN角能车200个件,分摊下来比砂轮加修整还划算。不过零件有断续表面,比如带键槽的,硬切削就歇菜——只能上CBN砂轮。别硬上。
近来,智能刀柄开始冒头,传感器实时监测振动、切削力,数据传到平板上。我试用过一回,确实能提前预警崩刀,但贵啊,一套上万。小厂玩不起。但趋势嘛,搞不好过两年满大街都是。谁知道呢,机械加工这行,三五年就变天。哪天车床自己调参了,我可能就去喝茶了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:机械加工(切削)的实战碎碎念:刀具崩了才知道的真相 https://www.dachanpin.com/a/tg/59056.html