说真的,第一次亲眼看到磨削加工是在一家轴承厂。砂轮飞转,火花像焰火一样喷射出来,呲呲的声音刺得耳膜生疼。我当时想——这不就是拿块石头磨铁吗?后来才知道自己有多无知。
磨削,远不是“磨一下”那么简单。它可能是机械加工里最考验功底、最充满变量、也最容易被低估的工艺。表面粗糙度要做到Ra0.1以下,尺寸精度要控制在±1μm……这简直是在用石头雕刻微米级的艺术品。有时候一根主轴,磨削工序占总加工时间的30%以上,但报废率也最高。为什么?因为这里头坑太多了。
磨削烧伤:一个始终绕不开的幽灵
有一回,我们加工一批渗碳淬火的齿轮轴,图纸要求齿面硬度58-62HRC。磨完后检测,一切完美。但装配试车,跑了不到50小时,齿面剥落!剖开一看,好家伙,磨削烧伤——表面一层暗黑色的氧化膜,下面硬度已经跌到50HRC以下。金相分析显示二次淬火白层,边上是回火索氏体。图什么呢?白干了。
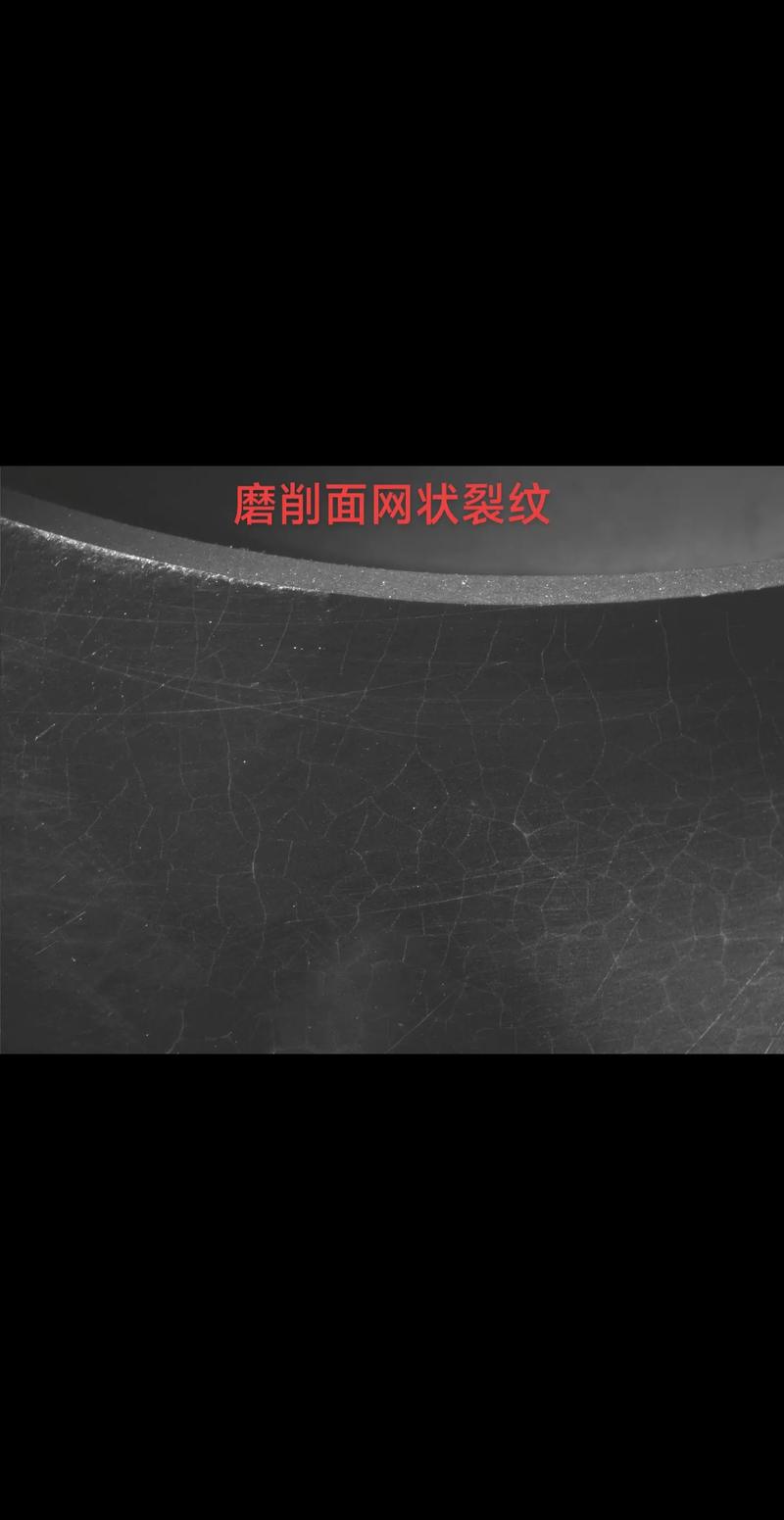
磨削烧伤这玩意儿,说白了就是热量没控制住。磨削区瞬时温度能飙到1000℃以上,如果冷却不到位,表层组织就变了。我们当时用的刚玉砂轮,硬度选得偏高,加上磨削液喷嘴位置不对,冷却液根本没进到接触弧区。后来改用CBN砂轮,调整了修整参数,烧伤才基本消失。但教训刻骨铭心。
怎么避免烧伤?网上有无数公式,但车间里最实用的就三条:保持砂轮锋利、保证充分冷却、优化磨削用量。说得轻巧,执行起来全是细节。比如冷却液,压力得够,流量得大,喷嘴要对着砂轮与工件的切向方向……有时候一个喷嘴角度差5°,效果天差地别。
高速磨削到底有多快?真能救命吗?
这几年高速磨削概念炒得很热。线速度从普通的35m/s提到80m/s、120m/s甚至200m/s。我第一次见高速磨床时,惊呆了:砂轮转起来根本看不见轮廓,只听到一声尖啸。工件进去,几秒钟出来,镜面一样。可问题也来了。
问:高速磨削真的能提高效率又不烧伤吗?
答:理论上是的。高速下,单颗磨粒切削厚度变小,磨削力下降,表面质量更好。但前提是机床刚性足够,砂轮动平衡做得好,而且必须有高压冷却和有效的排屑。否则速度越高,热量积聚越快,烧伤风险反而更大。
我记得有家模具厂,买了一台进口高速磨床,结果装好之后,车间电压不稳,主轴转速忽高忽低,砂轮爆了两次。后来加了稳压电源和主动平衡系统才跑顺。所以,高速磨削是个系统工程,不是单纯换个主轴就完事。
而且砂轮也得选对。传统刚玉砂轮在高速下容易碎裂,必须用陶瓷结合剂CBN砂轮或者金刚石砂轮。最近又兴起一种超高速点磨削,砂轮只用一个很小的接触点,走轮廓加工,效率惊人。但这套东西太贵,一台机床几百万,中小企业根本玩不起。
精密磨削:当微米还不够的时候

做精密磨削时间长了,人都变得有点神经质。空气湿度变化零点几微米,机床热机半小时前后的精度都不一样。有一次加工一个气浮主轴轴颈,圆度要求0.3μm——注意是微米!我们用了超精密外圆磨床,砂轮是W10粒度金刚石,最后一刀切深0.2μm。检验时,圆度仪显示0.28μm,勉强合格。但送货后客户说装不上,一查,车间温度比我们这里高两度,轴径膨胀了0.4μm。简直要吐血。
问:精密磨削对环境要求到底有多苛刻?
答:非常苛刻。恒温精度通常要控制在±1℃,甚至±0.5℃。地基要防振,不能离冲压车间太近。磨削液也要恒温,否则热变形直接毁掉精度。还有,砂轮的平衡——不是一次平衡就够,要在线自动平衡。因为磨削过程中砂轮会磨损,质量分布变化,不及时调整,振动就会超差。
这几年磨削加工自动化发展很快。在线测量、自动补偿、甚至与机器人上下料联动。我们厂去年上了一套无心磨自动线,磨削轴承滚针,直径偏差控制在±1μm以内,一个人看三台机,产量翻了四倍。不过话说回来,调试过程差点把人逼疯。什么料道卡料、测量头误检、砂轮修整参数不对……熬了好几个通宵。
那些“不太主流”但特别管用的磨削技术
除了常规的外圆磨、内圆磨、平面磨,还有不少特种磨削方式,用好了能解决大问题。
💡缓进给强力磨削:切深能到十几毫米,直接磨出槽或成形面,以磨代铣。效率高,但机床功率要大,冷却要像消防水龙头一样的冲。
💡振动磨削:在砂轮或工件上叠加超声波振动,降低磨削力,特别适合陶瓷、玻璃之类的硬脆材料。我用过超声波振动主轴加工碳化硅密封环,崩边率从20%降到了2%以内。
💡电解在线修整磨削(ELID):专门针对超硬材料镜面磨削,一边磨一边用电解方法修整砂轮,保持锋利。这东西搞光学玻璃简直绝了,表面粗糙度能到纳米级。
当然,这些技术门槛高,应用面窄。但了解它们,说不定哪天就能救急。
最后想说,磨削加工这行,书本理论固关重要,但车间经验有时更珍贵。很多问题书上没有现成答案——比如某种砂轮堵塞怎么判断?声音变化、颜色变化、磨削力波动——这些全凭手感。我见过一位干了三十年的磨工老师傅,手一摸工件就知道表面粗糙度大概多少,听一下磨削声音就知道砂轮钝了没。这种“人机合一”的感觉,现在越来越少了,年轻人都去学数控编程,没人愿意在磨床边站八年。
有点感慨。但不管怎样,技术还在飞速进步。智能化磨削、数字孪生、实时监控……也许未来磨削加工会变得像打印一样简单。但眼下,它依然是一门科学,更是一门手艺。能驾驭它的人,永远不会失业。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:磨削加工:我在车间踩过的坑与那些让人拍案的精妙技术 https://www.dachanpin.com/a/tg/59069.html