说实话,我第一次在车间见到超声波加工,那种高频振动的嘶嘶声让我头皮发麻。不是吵,是一种……怎么说呢,精密又诡异的感觉。工具头明明在旋转,但又像被施了魔法一样贴着工件表面小幅跳动。
那时候我还在做注塑模具,要在一个碳化钨的型芯上打一排 0.3 毫米的微小斜孔。传统钻削?根本不可能,钻头刚碰到就尖叫着崩刃。激光又太贵,热影响区还搞得材料微裂纹丛生。后来被逼得没法,找了家做超声加工的外协厂,问题居然就这么解决了。
所以今天想聊透超声加工,不整虚的,就讲我用过、见过、踩过坑的东西。
到底什么是超声波加工?别被术语吓到
简单说就是给刀具或者工件加上每秒钟几万次的高频振动。你没看错,是几万次,通常 20kHz 到 40kHz。振幅其实极小——也就几个微米到几十微米——但就是这种“抖动”颠覆了传统切削的接触状态。刀具不再持续咬入材料,而是高频地撞击、分离、再撞击。这种断续切削方式让切削力和切削热大降,排屑也变得异常顺畅。
原理不难,但想用好,系统调谐是真的磨人。换能器、变幅杆、工具头——每个环节的谐振匹配稍有偏差,振幅就上不去。我见过最夸张的一次,现场工程师调了四小时,就因为变幅杆的螺栓多拧了半圈。说到这儿,先抛个问答,估计你也想知道:
问:超声波加工只能用于非金属硬脆材料吗?比如玻璃、陶瓷?
答:不完全是。早期确实是靠磨料悬浮液加工玻璃、石英这些非导体硬脆材料,利用超声波振动让磨粒冲击工件表面实现材料去除。但现在超声辅助切削已经大范围用于金属了,尤其是钛合金、镍基高温合金、淬硬钢这类难加工材料。说白了就是把超声波振动叠加到传统车铣削上。不过要小心,对黑色金属还行,加工铝合金这类软黏材料时,超声的减摩效应反而容易造成积屑瘤,别问我怎么知道的……
超声加工的设备核心部件,看张图就懂了:
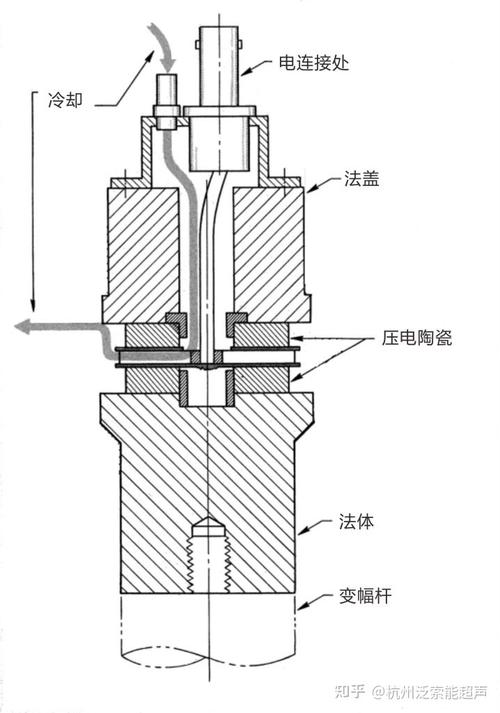
换能器把电能转成机械振动,变幅杆放大振幅,工具头最终输出。看起来简单,但每一段连接面都要处理得极其平整,不然能量传输损失吓人。
哪些场景非它不可?
这几年看下来,有几类活儿超声加工确实近乎垄断:
- 深小孔与微孔:直径 1 毫米以下的孔,长径比超过 10:1,尤其带角度的。传统钻削排屑难、易折断,超声加工却因为高频提拉动作,磨粒或切屑能顺利排出。我之前那个碳化钨型芯,0.3mm斜孔深度 5mm,超声打得又快又稳。
- 硬脆材料的复杂型腔:陶瓷模具、蓝宝石窗口、石英玻璃零件……用成形工具在超声波下直接“复印”出来。虽然慢,但轮廓精度和表面完整性比激光和电火花好得多。
- 降低切削力与抑制毛刺:尤其适合薄壁件、微细结构。超声辅助铣削能把切削力降低 30% 到 60%,毛刺生成明显减少。我在一个铝合金光模块壳体上试过,飞边几乎消失,去毛刺工站直接省了。省了!
不过也有翻车的时候。有一次用超声辅助车削细长钛合金轴,结果因为刀尖高频撞击,反而诱发了再生颤振,表面纹路像搓衣板。所以参数没有一招鲜,都得摸着石头过河。
再来看第二个实际问题:
问:超声加工的表面粗糙度到底能好到什么程度?听说能达镜面?
答:镜面谈不上,但确实有惊喜。超声辅助磨削工程陶瓷,表面粗糙度 Ra 很容易做到 0.2 微米以下,比普通磨削好一截。根本原因是高频冲击让磨粒自锐性增强,磨屑细小,划痕浅。但千万别神化——前道工序的损伤层如果没去除干净,直接上超声也是白搭。想达到 Ra 0.05 以下?还是得看材料本身和工艺参数,尤其进给速度和振幅的配合。
国内用的多吗?聊聊尴尬现实
几年前,超声加工在国内还显得有点“非主流”。大部分企业要么死扛用传统工艺,要么花大价钱进口德国或瑞士的设备。一套像样的超声加工主轴,报价几十万,还常常买回来吃灰——因为没人会调。国内对声学系统设计的认知,尤其在变幅杆优化和频率自动跟踪上,长期落后。但最近两年情况突变。新能源汽车和半导体行业疯狂扩产,碳化硅、氧化铝陶瓷、石英玻璃的需求井喷,超声加工一下子成了香饽饽。国内一些高校实验室孵化的公司,超声波发生器、无线传输主轴都做得有模有样了,成本直接腰斩。
看一张生产现场:

当然,问题还有。超声能量经常不稳定,加工过程中谐振频率漂移,振幅跟着掉,导致一致性堪忧。还有刀具耐用度——专用于超声的刀具,尤其带涂层的,选择还是太少。一断刀,换刀带来的节拍损失让整个超声单元变得不划算。
超声波加工的未来:会取代传统吗?
取代?别指望了。 但它会吃得越来越深。复合加工是明显趋势:激光+超声、超声+电解、超声+3D 打印后处理……在一个工位上把多种能量场揉在一起,专治各种“难加工”不服。我最近特别想试的,是超声辅助增材制造——在送粉或送丝时施加超声振动,据说能打碎枝晶、细化晶粒,提高力学性能。如果真能落地,航空航天件的小批量制造可以少走很多后处理弯路。
还有一个不能忽视的:绿色制造。超声加工切削液用量极少,甚至可以用微量润滑。在如今环保风声鹤唳的背景下,这是个大卖点。
不过话说回来,再好的技术,也得有能驾驭它的人。我见过很多老师傅第一次摸超声设备,调了半天把变幅杆弄裂了。所以培训跟上是关键,千万别让好机器变摆设。
写到这,突然想起一个细节:超声加工时那种持续的尖锐声响其实对听力有影响,务必给操作工配好降噪耳塞。生产安全,永远比效率更重要。✅
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:超声波加工:硬脆材料的克星?一线工程师的实话 https://www.dachanpin.com/a/tg/59113.html