上周末去一家汽配厂,车间主任老张拉着我,指着一条装配线苦笑:“就这个工位,上个月拧反了三次螺栓,每次卡在质检才发现,返工返到吐血。” 我探头一看,操作工正盯着作业指导书,手上却下意识摸向气动扳手。说实话,这种场景太熟悉了。人不是机器,走神、疲劳、新手不熟,都是常态。但产线停一分钟就是几百块,谁来买单?
防错不是防呆,是防蠢
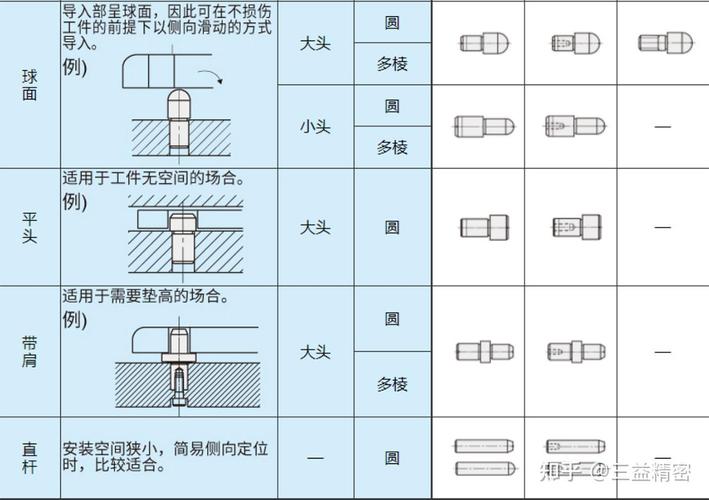
很多人把 Poka-yoke 翻译成“防呆”,我特别讨厌这个叫法。呆?谁呆?操作工吗?恰恰相反,真正的防错是承认人会犯错,但把犯错的机会从根上掐掉——让正确的事容易做,错误的事做不出来。就像你不可能把 USB 插反,除非你上锤子。日本工程师新乡重夫在丰田提出这个概念时,出发点特别朴素:不要靠惩罚和培训去解决问题,靠装置。装一个定位销,加一个光电开关,改一下料架形状,比你喊一百遍“注意”管用。
我见过一个经典的例子:某电子厂插件工位,工人老是把电容极性插反。罚钱?没用。培训考制度?烦死。后来在夹具上开了个缺口,电容反向时根本塞不进去。就这么个小改动,缺陷率从 3% 直降到零。💡 那一刻你会觉得,技术真性感。
工装上的物理防错,比传感器更可靠?
现在一谈智能制造,很多人就堆传感器、上视觉。但我坦白说,物理防错装置仍是性价比最高的方案。一个限位块,一个导向槽,一个异形销钉——几块钱的成本,故障率几乎为零。而传感器呢?需要调参数,怕灰尘,怕干扰,哪天信号漂移了你都不知道。❗我不排斥数字化,但我见过太多产线在没打好物理防错基础前,就搞什么“AI 防错”,结果 AI 报警响个不停,工人直接拔线,你信不信?
不过话说回来,有些场景物理防错确实受限。比如多品种小批量,工装换型频繁,你不可能每个型号切一套防错夹具。这时候光栅、视觉、甚至力矩传感器就有了用武之地。关键不是技术选型,是逻辑:你到底防的是顺序错误、遗漏错误、还是装配错误?顺序出错,可以用互锁开关;遗漏操作,压力传感器比行程开关更靠谱;装配错误,也许一个颜色标记加防错料架就能解决。对吧?

数字防错时代,人还是主角吗
去年去慕尼黑工业展,一套“协作机器人+视觉防错”的系统让我站了半小时。机械臂拿起零件,摄像头咔咔一扫,偏了 0.2 毫米就给挑出来。但现场工程师告诉我一句大实话:“这玩意儿调试用了三周,正式上线第一天,有个角度光线变化就误报 15 次。” 我听了直摇头。技术是 cool,但不成熟的技术落到产线里,就是灾难。现在很多工厂推行安灯系统与防错联动,异常一发生,产线自动停,班长平板震动,看似完美,但实际呢?有时候传感器敏感度设太高,虚惊一场;设低了,错过真不良。这个平衡,必须靠经验丰富的老师傅去调,去磨合。
我强烈推荐的做法是:从客户投诉里挖防错点。每一起客诉,反向追溯究竟哪个工位没防住?是不是防错装置失效了?还是根本就没设计防错?把这些点变成一个个具体的对策表,再评估是用物理方法还是电子方法。不整虚的。
问:小批量多品种怎么搞防错?换型频繁,投入工装不划算啊。
答:确实头疼。建议分两层:第一层,用通用防错,比如拧紧枪设置扭矩-角度监控,不管你拧什么螺栓,曲线不对就报警;第二层,在周转器具上做文章,比如料盘按型号挖不同形状的槽,料放不进去就是错的。另外,目视化防错成本最低——不同型号用不同颜色周转箱,工人不需要多聪明,对颜色就行。当然,换型时防错装置确认必须纳入流程,点检表上打钩不是走过场。
问:我们搞防错,操作工反而抵触,觉得我们在监视他们,怎么破?
答:太正常了。我踩过这坑。后来学乖了:让操作工参与设计防错。他们天天干,最知道哪里别扭。召集起来,问他们“这个工位最容易出什么错?你希望有什么东西能拦一下?” 提出来,现场试,好的奖励。一旦他们觉得这是自己的点子,阻力小一大半。还有,防错成功别藏着,做成改善案例贴在产线,写名字,给奖金。把“防错”从“监控”变成“帮忙”,心态就变了。
说到底,防错技术的本质不是装置,是对过程的敬畏。你相信过程能不依赖意志力运行,才会去琢磨怎么把它堵死。这些年我见过最好的防错,往往是车间角落里那个不起眼的小东西——一个套在按钮上的塑料罩,一片贴在工装上的反光贴,一个焊在料架上的限位杆。它们安静地发挥作用,不求任何关注,却真正撑起了零缺陷的底线。✅
下次你去车间,不妨绕到那些常年无不良的工位看看。说不定,就藏着这么一个小玩意儿,等着你去发现。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:防错技术(Poka-yoke):那些年我们踩过的坑,一个装置全搞定 https://www.dachanpin.com/a/tg/59120.html