还记得我第一次独立调机,看着图纸上那个±0.01mm的公差,手心全是汗。教科书第387页说,精车用0.1mm/r的进给,结果呢?表面粗糙度直接超差,刀尖还崩了。我当时真想把那本书扔了——当然,后来才知道,错不在书,在于我只信书。
干了十五年车床,最深的体会就是:车削加工从来不是一套参数打天下。机床刚性、工件材质、装夹方式、甚至冷却液浓度,每一个变量都可能把“标准答案”变成废品。去年我们车间新进了一台斜床身数控车,按厂家推荐的切削参数跑,振动得跟筛糠似的。厂家工程师过来一看,轻描淡写说了句,“你们这地基浇注太薄了。” 得,又上了一课。

切削三要素的“反直觉”真相
速度、进给、切深——这三个东西,看着简单,实操全是坑。比如加工不锈钢,常识告诉我们用低速重切削,对吧?对,也不对。304不锈钢粘刀严重,慢了反而积屑瘤粘得你怀疑人生。有一次我干脆把线速度提了40%,进给加大30%,结果切屑变色得跟蓝墨水似的,但工件表面光洁度出奇地好,刀具寿命也没降多少。所以说,有时候打破常规才能破局。
不过话又说回来,野蛮操作是要付出代价的。上个月隔壁班组硬拿硬质合金刀片干淬硬钢,切深给到2mm,一声尖叫后刀杆弯了,工件也废了。他们组长气得骂娘,可说到底,是没选对刀片牌号——车削加工里,刀具选错了,后面全白费。
振刀?别光怪机床

搞车床的最烦听到那种“嗡嗡”声,一听就知道要出事。大部分振刀是因为系统刚性不足,但具体到实操,原因千奇百怪。有次我死活找不到振源,最后发现是中心架没调好,工件被顶得轻微弯曲。还有一回更绝,三爪卡盘用了两年多,爪子已经偏心了,装夹后工件跳动能到0.2mm,能不振吗?
现在我的习惯是:先查装夹,再看刀具悬伸,最后才考虑调整参数。特别是细长轴,跟刀架+弹性顶尖的配合简直是神器,但很多人嫌麻烦不用。其实调好了,工件刚度能提升好几倍,振刀自然就消失了。不过,现在很多工厂开始用阻尼减振刀杆,确实省事,就是成本高——老板不一定乐意掏钱,对吧?
刀具钝了还能用?别省小钱亏大钱
车间里总有人把刀片用到快成球头了才换,美其名曰“节约”。我早些年也干过这蠢事,结果呢?工件表面起鳞片,尺寸还跑偏,最后多用了两把刀才救回来。现在我可不敢了,车削加工中刀具寿命管理是门经济学——该换时不换,机床受力变大,导轨磨损加剧,那才是真金白银的损失。
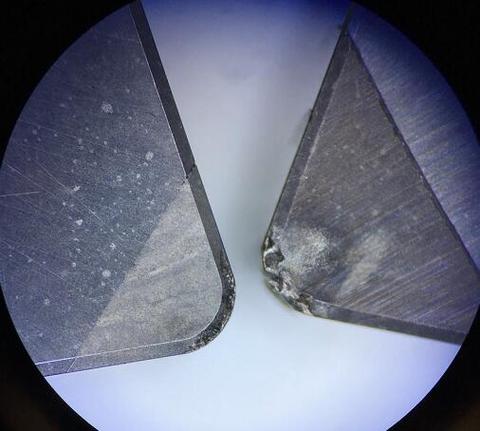
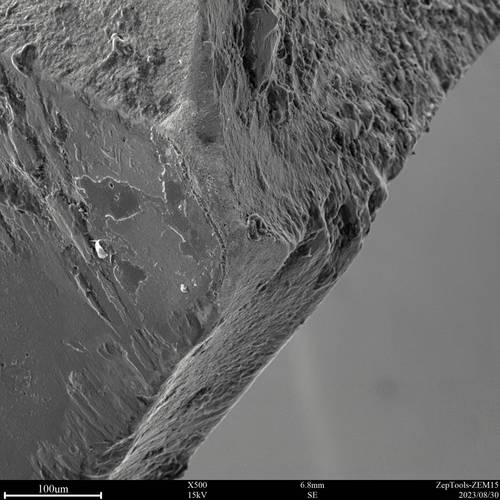
有一个指标很多人忽略:刀具后刀面磨损带宽度。教科书说0.3mm是极限,但加工铸铁时,0.2mm就该换了,因为再磨下去切削力非线性增长,容易突然崩刃。这些细节,全是学费堆出来的。❗ 强烈建议每个机床旁边放个便携显微镜,时不时看一眼切削刃,比凭感觉靠谱多了。
QA问答:你关心的实际问题
问:车不锈钢为什么总起毛刺?我转速给得也不低啊。
答:起毛刺不全是转速的锅。不锈钢韧性高,断屑难,毛刺往往是被扯出来的而不是切出来的。试试这几个方向:加大前角、提高切削液压力、或者用带断屑槽的专用刀片。还有一个阴招——粗车最后留0.3mm余量,然后反方向精车一刀,毛刺会被“拍”掉,亲测有效!
问:车薄壁件,变形怎么控制?一夹就扁,一车就振。
答:薄壁件是车削加工里的“娇小姐”。首先要软爪伺候,包络角尽可能大;其次得用小切深、快进给的策略,让切削力尽量小。还有个法子是内部塞个尼龙或橡胶阻尼器,能吸收振动。如果是批量生产,弄套真空吸盘夹具最稳,就是投入有点大。
别把冷却液当水用
很多新手觉得冷却液就是给工件降温,其实它的核心任务之一是润滑切削区。浓度配错了,刀具寿命能差一倍。我们车间有段时间老是断丝锥,查了半个月才发现乳化液浓度只有3%,而要求是8%。就这么个小事,浪费了几千块的丝锥。现在我用折光仪每周测一次,真不能懒。
冷却液的位置同样关键。喷嘴要对准切屑和刀具的接触点,而不是随便冲工件。高压内冷刀具就更棒了,铁屑“啪”一下就断成一小段一小段的,再也不用担心缠屑。只是改内冷要换刀柄,普通车床不一定支持,有点遗憾。
说到底,车削加工是门经验科学,理论得和实际互相印证。别被那些“最优化参数表”框住,大胆调,小心试,废几个件换来手感,值。哪天你能听着声音就知道进给该快该慢,那才算真正入了门。共勉。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:车削加工实战:千万别信教科书里的“完美”参数 https://www.dachanpin.com/a/tg/60150.html