上个月,一条产线报废了整批次零件。质量经理脸都绿了——Cpk常年稳定在1.33,控制图看着也漂亮。怎么突然就崩了呢?
深挖下去,问题出在“假报警”。操作工嫌控制图烦,直接把超限的点删了… 这么干了大半年。
这就是统计过程控制(SPC)最要命的现实:工具在那摆着,人却在裸泳。
SPC不是画图,是照妖镜
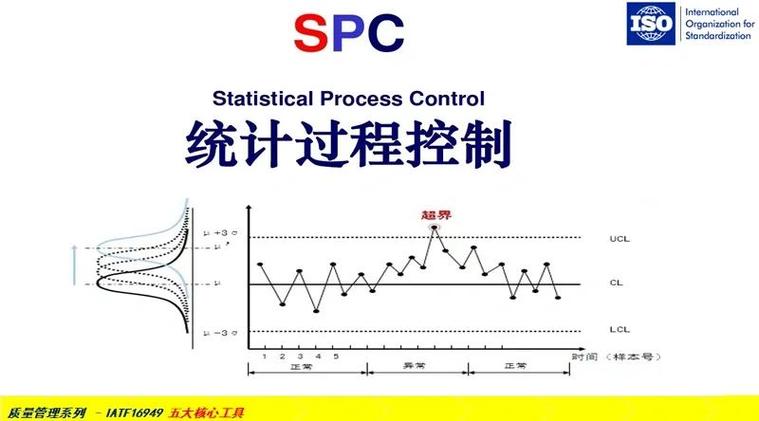
很多工厂把SPC等同于控制图——画几条线,点点点,完事。说实话,这种理解比不懂还害人。真正的统计过程控制是一套预防哲学,核心就一句话:在过程还没有变烂之前,揪出苗头。
它依赖两个基本概念:普通原因引发的波动,和特殊原因引发的异常。前者是过程的“呼吸”——机床固有的振动,材料批次间的轻微差异,这些你只能去适应,没法消除;后者是“生病”——刀具突然磨损,电压骤降,新手乱调参数,这些必须立即干预。
控制图就是CT机。可多少人对着正常的呼吸波形大惊小怪,又把真正的病灶放跑了?

选错控制图,活该你白干
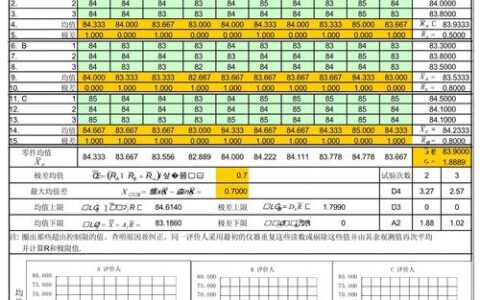
SPC体系里最基础的活儿——挑对控制图——却有一堆人栽坑。说说我见过的最离谱的:用Xbar-R图去监控单件生产的电火花加工,每天就三五个数据,硬凑子组。算出来的控制限宽得能跑马,啥异常都漏掉。
来,简单粗暴地捋一下:
- 连续型数据,子组大小≤5,且能等间隔取样 → Xbar-R图,老牌稳健,但别用于非正态数据。
- 子组均值计算太麻烦?或者单个测量值昂贵(比如拉力测试) → I-MR(单值移动极差)图,精密加工、化工连续过程的首选,前提是数据近似正态。
- 什么?数据不正态?别硬套,要么转换,要么用指数加权移动平均(EWMA)或者累积和(CUSUM)图,对微小偏移敏感多了——现代SPC软件都内置了。
- 计数型数据,又分:缺陷品率的用P图(子组大小可变),缺陷数的U图适合复杂表面检查,简单计数用C图。
❗ 再敲一次黑板:控制限和规格限半毛钱关系没有。把客户给定的上下限画到控制图上,还自以为在控——这操作我每次看到都头皮发麻。控制限是过程的声音,规格限是客户的门槛,你把门槛当耳朵,能听出个啥?
能力指数?别被数字忽悠了
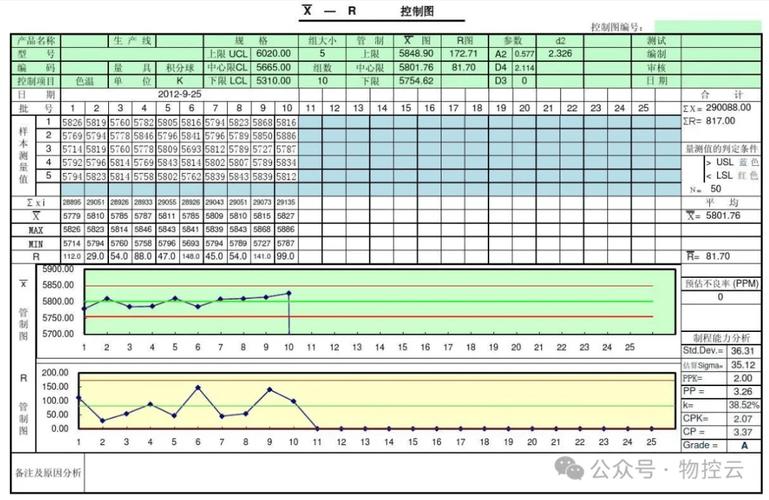
说到过程能力指数,Cp和Cpk这对兄弟,江湖地位高得吓人。可到底怎么读,很多人稀里糊涂。
Cp衡量过程的潜在能力——假设过程中心完全对准目标。它只看散布宽度。比如Cp=2,看上去很美,但如果实际均值偏到姥姥家,废品率照样吓人。Cpk才考虑中心偏移,更接地气。
那Ppk呢?有时候叫过程性能指数,长期数据算出来的,包括所有变差。新项目导入时,先得看Ppk,因为它不挑时间窗口,老老实实交代你过程到底有多烂。等量产稳定了,用Cpk持续监控,才合理。
💡 一个血泪教训:Cp=1.67就欢天喜地了?先问问你的数据是不是正态。非正态数据硬算出来的能力指数,跟街头算命的没啥两样。这时得用非正态过程能力分析,比如基于分位数的方法,或者干脆用DPMO(百万机会缺陷数)说话。
问:我们的过程一直很稳定,还需要SPC吗?
答:稳定?你确定?很多所谓的“稳定”是靠月末调账、打磨返修把数据做平的。SPC能让你看到每天、每小时的实时波动,而不是把一堆乱七八糟的玩意平均成一个漂亮的数字。等客户投诉了再补救,内部质量成本早飙到十倍以上了。这叫稳定?这叫瞎。
数字化车间里,SPC怎么活出新花样
现在谁还拿纸笔描点啊?实时SPC早就是智能制造标配了。传感器直接捅进机床,每秒几百个数据点喷涌而出;MES系统自动调取检验结果,控制图瞬间更新;西格玛水平、OEE、MTBF在一个大屏上联动——这才是2024年该有的样子。
更狠的是,把SPC规则引擎嵌进设备预测性维护里。比如注塑机保压压力,用多变量SPC同时看温度、压力、速度,一个参数微漂,还没触发单变量报警,多变量模型就揪出来了。上回在一家汽配厂,硬是提前两周预警了液压阀泄漏,避免了一次非计划停机。厂长乐得直拍大腿。
但数字化也带来新坑——数据泛滥。没有严谨的测量系统分析(MSA)打底,自动采集的数据就是垃圾进垃圾出。你信誓旦旦地根据CPK做决策,结果测量系统本身的波动就占了总容差的40%… 这戏还怎么唱?
问:我们厂子小,就几台机子,搞SPC会不会太铺张?
答:铺张?恰恰相反。小厂最经不起折腾,一单退货可能就把利润吞了。SPC起步根本不需要高大上的系统——一张Excel,小心地收集核心尺寸的数据,每天花十分钟描点,你立刻就能看到之前完全忽略的规律。比如某台机每天上午九点尺寸偏大,查下去是夜班调机员怕超差故意留的余量。这种问题,不靠SPC,你会知道?成本?就是一份耐心。
现在很多开源工具,或者云端轻量级SPC软件,一个月几十块钱。别找借口了,行动比设备贵百倍。
统计过程控制(SPC)玩到深处,不是技术问题,是管理问题。控制图上的一个红点,是要停下产线排查,还是随手再测一个?这取决于管理层的决心。没有这个底层支撑,SPC就是墙上的挂图——看着专业,一捅就破。
所以,下次看到控制图报警,别急着删点。那可能是过程在喊救命。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:统计过程控制(SPC):失控的产线,到底是谁在“裸奔”? https://www.dachanpin.com/a/tg/60265.html