刚入行那年,质量经理甩给我一沓GR&R报告,轻描淡写:“%GR&R小于10%,合格,放行量产。” 我信了。三个月后,客户端投诉尺寸超差,产线停摆。复盘时发现——量具根本没校准,偏倚早飞了。GR&R好看有什么用?测量系统分析(MSA)远不止一张方差分量表。说实话,很多人至今还在用30年前那套应付客户审核,完全不看过程变差。
如今智能产线都上了,自动化检测设备哗哗吐数据,但MSA思维还停留在游标卡尺时代。对吧?
MSA玩的是“测不准”的哲学
量一下,再量一下,数值跳,你慌不慌?测量系统本身也是过程,有输入输出,变差来源比想象中复杂:人员、量具、方法、环境、时间……全搅和在一起。我们常说的GR&R(重复性和再现性)只解决了宽度问题,偏倚、线性、稳定性才是隐藏的杀手。偏倚搞不定,后面全白搭。
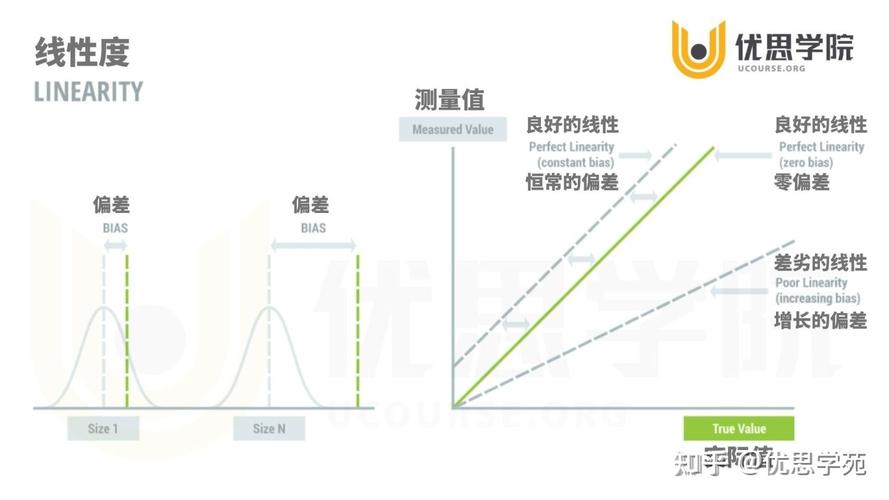
线性呢?量具在整个量程内偏倚不一致,小尺寸测得准,大尺寸飘了。这玩意儿——尤其在汽车零部件行业——能直接导致整批报废。可不少SQE只盯着%GR&R,10%万岁。唉。
GR&R的陷阱:数字好看,过程一塌糊涂
GR&R%小于10%就万事大吉?天真了。我亲手碰到过:%GR&R=8%,但ndc(可区分类别数)只有2。意味着这个测量系统连零件之间的区别都分不清,只能告诉你“合格/不合格”。客户要的是过程控制能力,不是过筛子!GR&R必须结合ndc、均值-极差图、方差分析来看。光看一个综合指标,等于闭着眼开车。
问:为什么GR&R%小于10%,客户还是抱怨我的量具不行?
答:因为%GR&R是基于公差算的,公差松,当然好看。但衡量测量系统对过程变差的灵敏度,要用%P/T(测量变差占过程变差的百分比)。过程能力不足时,%P/T才是照妖镜。很多客户真正计较的是这个,而不是简单的%GR&R。
另外,极差图上的点如果有模式——比如连续上升或周期性波动——说明有系统干扰,操作员疲劳、夹具磨损,这些东西在综合指标里根本体现不出来。做MSA不看图形,不如不做。
自动化时代,MSA反而更难了
以前手动作业,人的影响很直观,换人、培训就能改善。现在产线上一排排激光传感器、视觉系统,测量速度秒级,你觉得轻松了?恰恰相反。
自动化测量系统的动态偏倚成了新难题。温度漂移、振动干扰、采样频率与传送带速度不匹配……这些因素人工重复实验根本模拟不出来。我见过一个汽车电子产线,在线测电阻,离线比对永远合格,但一跑起来就飘。查了三天,发现是环境温度每升高1℃,读数偏移0.02%,而车间早晚温差超5℃。这种事,传统GR&R根本抓不到。
问:我们产线全自动化测量,还需要定期做MSA吗?
答:必须做,而且频次应该更高!自动化设备的“黑箱”更可怕,软件滤波、算法补偿会掩盖真实变差。建议每批次生产前做稳定性验证,通过标准件或可追溯样件快速确认偏倚和重复性。最好能接入SCADA,实时监控测量值的均值和标准差趋势,比一季度一次的GR&R靠谱得多。
还有,很多人以为量具校准能替代MSA——大错特错。校准只保证量具在特定条件下的准确性,而MSA评估的是整个测量系统在实际环境中的表现。校准合格,测量系统可能仍一塌糊涂,因为夹具、操作定义、零件变形的干扰还在。
实战中的野路子,未必不好
按手册做MSA,有时真跟不上节奏。比如小批量、多品种的机加工车间,凑齐10个零件做重复性试验?黄花菜都凉了。实践中我们用“简版MSA”:取2-3个代表不同规格范围的样件,连续测5次,先看重复性标准差,再和过程标准差比。经验值:重复性变异系数CV% < 5%可临时接受。当然客户审核时还是要补完整的,但内部管控这样够用了。
还有个坑:样件选择。取样必须覆盖过程变差全宽,甚至故意取边缘状态的零件。否则测量系统只对“中间值”敏感,一到公差边界就失真,测量系统分析(MSA)变成走过场。
记住——没有完美的测量系统。我们要做的是量化它的缺点,再决定能不能容忍。什么时候不容忍?当测量变差导致的误判风险(把坏的判成好的,或反之)超出业务接受界限时,就必须改进或换系统。
顺手用了几个emoji,因为这行干久了真是🤬又爱又恨。MSA不是一次性报告,是持续的战斗。一个不起眼的夹具定位销磨损,就能毁掉整个测量结果。💡定期用控制图监控标定数据,比什么都强。
就这些。别看理论了,去车间摸摸量具吧。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:测量系统分析(MSA):别再被GR&R报告忽悠了 https://www.dachanpin.com/a/tg/60272.html