开篇:冲压这活儿,真不是力气大就行
干这行二十年了,我跟你说——冲压工艺,入门容易精通难。看老师傅调模具,敲敲打打,就那么两下,产品就服服帖帖。新手呢?同样的机床,同样的料,出来的东西不是裂就是皱。邪门儿吧!
其实啊,冲压工艺的核心秘密,全在细节里。模具间隙多0.02毫米,出来的活儿可能全报废。不信?咱们今天就聊聊这些看不见的坑。

说到间隙,这是个让人又爱又恨的参数。太大,毛刺大;太小,模具寿命短。而且不同材料,最佳间隙完全不一样。高强钢,间隙得放大一点,不然——咔嚓,模具崩了。心疼不?
材料在冲压中的那些“小脾气”
你以为钢板都一样?太天真了。有次帮一个厂家解决开裂问题,材料牌号没换,只是换了钢厂,结果废品率从2%飙到15%。我跟他们技术说:冲压工艺的稳定性,材料批次差异是头号杀手。
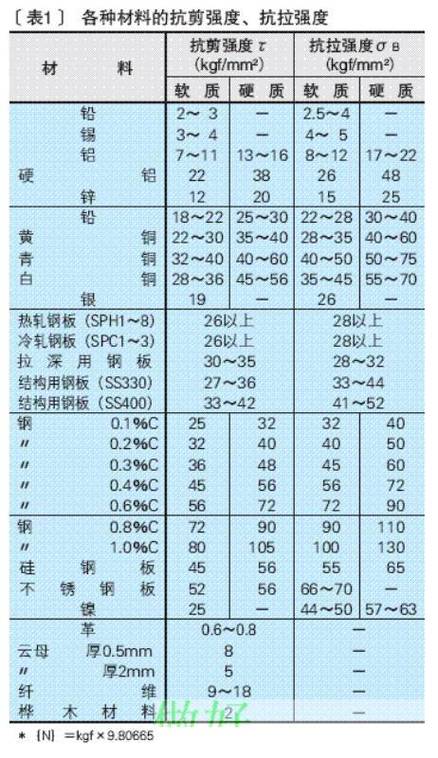
板材的n值、r值,听着学术,可实际操作中,n值高的材料拉深性能好,不易裂。但有些采购图便宜,买来的料r值太低,翻边一拉就破。你说这钱省的,冤不冤?
实战:拉深模调试的血泪教训
记得一个汽车油底壳拉深模,调试了整整三天。每次都是靠近凸缘的部位起皱,压边力加大又裂。闹心!最后发现是润滑没到位——冲压工艺里润滑剂的重要性,往往被低估。拉深油涂匀了,起皱神奇消失。哎,经验就是这么攒的。
问:为什么我的冲压件毛刺总是失控?
答:毛刺大,八成是模具刃口钝了,或者间隙不合适。我见过最离谱的,模具冲了十万次舍不得磨,毛刺都能当锯条用。赶紧检查刃口圆角吧!如果圆角R超过0.1mm,赶紧磨。还有,间隙不均也会毛刺,所以模具装配时,导柱导套间隙要保证。冲裁速度也有关系,高速冲床热效应会扩大间隙,这个坑不少人踩过。
问:高强钢冲压回弹怎么搞?补偿效果老是不稳定。
答:高强钢回弹是行业难题。单纯靠模具型面补偿,稳定性确实不好。我的经验是:先调工艺参数,压边力和拉延筋布置可以改变应力状态。然后模具做反向补偿,但补偿量要分批验证,别一次到位。最后,冲压工艺要结合CAE分析,但别全信软件——实际材料性能波动,软件可不知道。留一点钳工修磨余量,现场调整,才是王道。
结语:冲压,永远在较劲
冲压这行当,干一辈子,学一辈子。新钢材、新涂层、新工艺,永远有挑战。说实在的,每次解决一个难题,那种畅快感——比涨工资还爽!好了,今天就唠到这儿,回头车间见。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:冲压工艺高手进阶:模具间隙与回弹控制,真是磨人的小妖精 https://www.dachanpin.com/a/tg/60653.html