车间又爆仓了。半成品堆得连落脚的地方都没有,可客户催的那批货偏偏还没开始做。生产经理脸色铁青,把生产计划揉成一团扔进垃圾桶。“数据全是骗人的!”他吼道。
说实话,那一刻我突然意识到——不管ERP系统跑得多漂亮,报表刷得多勤快,只要生产还是靠拍脑袋推着走,拉动系统没真正建立起来,爆仓和停线就是宿命。
从推式到拉式:一次惊险的跃迁
十年前我第一次推动拉动系统,是在一条组装线上。当时用最原始的工具:三角铁片做的看板,手写的流转卡。第一天就栽了跟头。上午九点,后工序突然加速,看板一块接一块往回传,前工序的班长直接傻掉——他不知道该听排产单的,还是该顺着这些铁片片干活。结果中午停线二十分钟。老板闻讯赶来,眼神像要吃人。
问题出在哪?
不是看板没用。是我们忘了拉动系统有个铁律:节拍必须稳定。一旦需求波动超过缓冲库存的承载能力,整个链条就会断裂。后来我们加了超市系统——没错,就是学丰田在工序间设标准在制品量。同时规定,看板取货必须在固定时间窗口进行,像个蹩脚的公交车时刻表。管用吗?管用。但初期工人觉得多此一举,觉得自己像被拴住的狗。改变习惯,比改设备难多了。
💡 心得:拉动系统不是装个软件、印一堆卡片就完了。它是“纪律”二字。你得先让现场的人相信,后工序不伸手,前工序绝不多做一件——哪怕闲着。这是反人性的。但正是这种反人性,才让库存降下来,问题浮出来。
看板不是万能药:三个常见死法
这些年见过太多看板沦为摆设的案例。一种典型是“僵尸看板”——卡还挂在料箱上,但没人按规则传递,大家私下用微信吼一嗓子就领料了。第二种是“虚假看板”——为了应付审核在Excel里做的漂亮数据,实际现场是一团乱麻。最可恨的是“万能看板”——管理者以为引进电子看板就万事大吉,却在基础流程都没捋顺时就上线,结果大屏上滚动的数字,不过是给参观客户看的PPT素材。
问:为什么我们公司上了看板却成了摆设?
答:十家公司里有八家犯的是同一个错误:把看板当成了“监控”工具而非“改善”工具。看板本质是传递生产信息的媒介,它要做的是让问题立刻暴露。比如线边库存低于下限时,补充信号必须准时触发,如果责任人没有在约定时间内响应,就应该有升级机制。但如果管理层看见异常第一反应是“先保交货”,那看板就死了。⚠️ 最极端的一家客户,看板数据竟然被人为修改以保持“绿油油”的屏幕——这能不是陷阱?

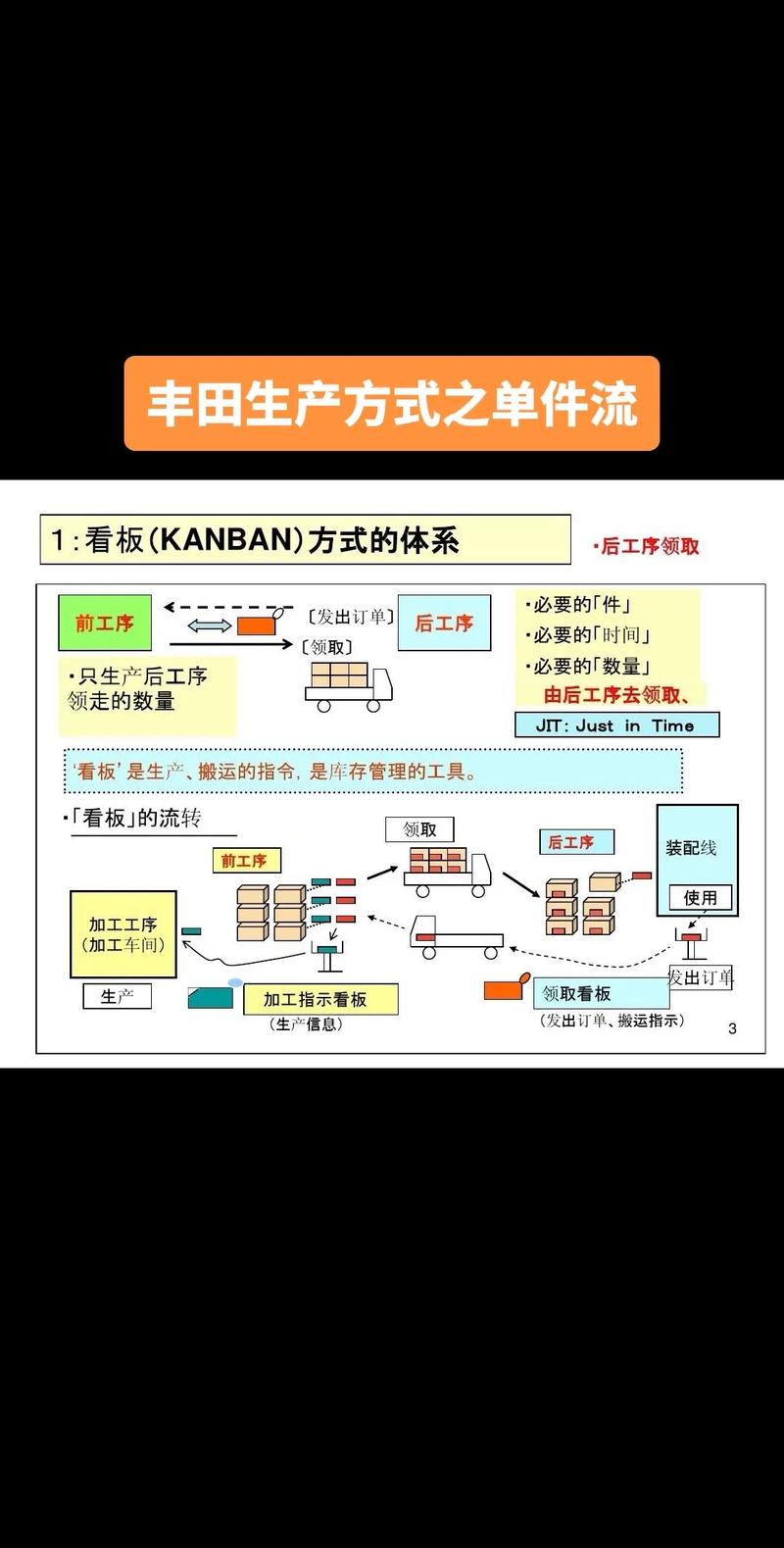
问:到底什么是拉动系统?和推式有何本质不同?
答:用最糙的话讲:推式是“我做好了,你来拿”,拉式是“你来要,我才做”。就像去餐厅吃饭,不会一进门就有一盘菜端上来,你得先点单,后厨才下锅。可到了制造业,很多人就忘了这个常识。ERP跑出的主生产计划总是基于预测,它天生就是“推”的逻辑,而真实的车间必须有“拉”的神经——看板、顺序指示、电子拉动信号都属于这个神经。只有推和拉在解耦点正确对接,才能既保证交付又不被库存淹死。
数字化时代:电子看板的“真香”与“真坑”

最近两年,物联网(IoT)让拉动系统的形态又变了一次。我在一家汽车零部件厂看到,每个料架底下装重量传感器,一快空就自动向物料超市发电子看板,AGV小车立刻出发补货。现场几乎没有纸质单据,异常才报警到班组长的手环上。太高效了。不过,实施过程中他们差点把系统玩崩——传感器灵敏度设得太高,振动导致误触发,AGV像没头苍蝇乱跑。后来加了延迟算法和二次确认才稳住。所以,数字化不是买来硬件一接就灵,你必须理解背后的控制逻辑,否则所谓智能只会放大混乱。
另一个陷阱是数据孤岛。很多工厂的电子看板系统和ERP、MES没有打通,成了独立的炫技屏。拉动信号无法触发自动下单,还得靠人工录入——那还不如老老实实挂个白板管用。✅ 真正有效的数字化拉动,一定是从“信号产生”到“物料送达”全程可视、可追溯,并且异常能自动升级。
❗ 还有一点你别不信:越是自动化程度高的产线,越不能放松拉动纪律。因为一旦某个环节停摆,上下游堵死的速度比纯手动线快得多。去年一个新能源电池装配线,就是因为返修品缓冲没按拉动逻辑设置,几台AGV死锁在环形通道里,整个车间瘫痪了四十分钟——那是真金白银的损失。
所以,下次当你看到自己车间里看板横飞、却依然爆仓的时候,别急着骂看板没用。蹲下来,盯住那几张卡或者那几个信号,看它们究竟是被流程消灭了,还是被人心绕过去了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:拉动系统落地指南:看板、信号与那些踩过的坑 https://www.dachanpin.com/a/tg/61340.html