做工业工程快十年,被问得最多的一个问题就是:‘张工,我们这条线怎么调都不平衡,到底哪里出问题?’ 说实话,每次听到这种宽泛提问,我都有种无从下口的无力感。不是因为问题复杂——恰恰相反,是他们总盯着表面数字,却选择性忽略那些藏在细节里的时间小偷。
上个月去一家汽车电子厂,流水线哗啦啦跑得飞快,可成品堆在末端检验台前,堆成小山。经理急得直搓手:‘我们平衡率算下来都90%了,怎么还堵?’ 我瞥了一眼他们的报表——所有工序的‘标准工时’加起来,总和比实际节拍时间还短。荒唐!肯定有人在数据上动了手脚,或者压根没去现场测。这种纸面平衡,我见太多了。
节拍时间,别把它当成吉祥物
问:节拍时间到底怎么算? 答:简单说,就是可用生产时间除以客户需求数量。比如每天有效工时480分钟,客户要240件,节拍就是2分钟/件。但很多厂把它当形式,贴在墙上落灰。节拍一变,平衡就得跟着跑——可多少人真正根据订单波动去调过?
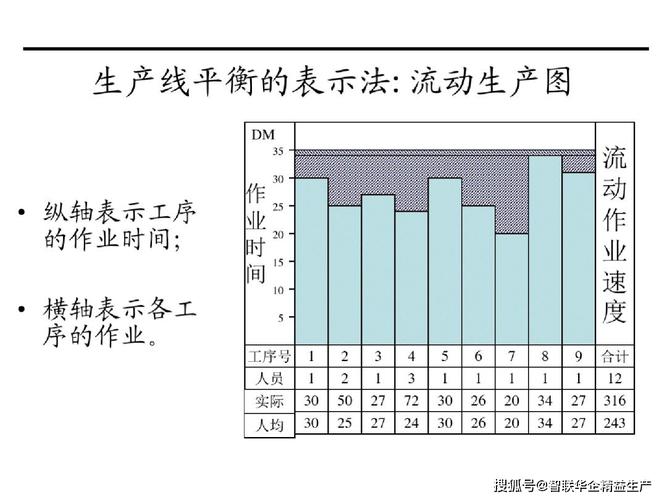
有一次,我给一条灯具组装线做平衡。测完时间画山积图,发现包装站的操作员有两秒钟在发呆。我以为看错了,反复看录像——不是发呆,是等着前道工序的灯体过来。两秒钟!一天下来累积将近半小时无效等待。你说这平衡率能高吗?可财务就盯着那个85%的数字,认为产线没问题。这不是扯吗?节拍时间定在那,但每个工序的实际CT(Cycle Time)要是没测准,平衡率就是废纸。
ECRS:听起来老套,用好了是真香
取消、合并、重排、简化——这四个字我耳朵都听出茧了。但说实话,九成以上的产线平衡问题,靠这四招足够。难在执行。
去年做一个家电组装线改善,瓶颈工序是超声波焊接,单件作业时间68秒,节拍要求55秒。现场很多工程师第一反应:加台设备!我让他们先做ECRS分析。结果发现焊接工同时还在做相邻物料的检查和扫码,这些动作完全能分配给前道人员。把检查和扫码取消掉,焊接机周期压缩到53秒,愣是没花钱解决了。这种快感,比加设备爽多了。
问:ECRS和线平衡的优先级怎么排? 答:先ECRS再调平衡。顺序千万别搞反——有人上来就合并工位、调布局,结果把能取消的浪费也固化进去了。浪费一固化,后面更难改。
数字化时代,别再用Excel拍脑袋了
现在不少厂开始用IoT采集工时数据,甚至上仿真软件。但我发现一个怪现象:数据是有了,可工程师还是不信任,宁可拿个秒表去线边。为什么?因为系统测出来的CT波动巨大,没人帮他们剔除异常值。
我特别推崇一种做法:把MES里的实时节拍损失数据,投射到产线的数字孪生上。哪里卡,一目了然。去年帮一家新能源电池产线做平衡,就靠这个办法,把一段埋藏很深的物料等待揪了出来,平衡率直接从72%涨到89%。那种直观冲击,高管们一看就批了预算。
问:小厂上不起MES,有低成本的数字化办法吗? 答:有的。用手机拍摄工序视频,然后用免费的动作分析软件(比如某些AI pose estimation工具)半自动计时,误差在0.1秒级别。再不行,用二维码+平板计时录入。关键是持续,不要测一次就永远用那个数。
我现在看到那种只拿个秒表测三遍取平均就敢说平衡的人,真的想骂人。产线是活的——人换班、物料批次、环境温度,全在变化。没个动态视角,平衡永远浮在表面。
说点扎心的实话
问:线上员工配合度差,怎么破? 答:八成是因为他们感觉改善是来整他们的——要么减人,要么加活。我的经验是:改善前先开小会,把山积图摆出来,告诉他们:‘我们不是要逼你干更快,是想把那些让你跑来跑去、等料、扭腰的动作干掉。’ 一旦把利益同频,抵触就小了。当然,也得配套激励,哪怕一顿加班餐。
产线平衡不是一次性工程,是持续观察、持续调整的过程。工具在变,底层逻辑不变:找到最慢的那个点,用一切手段让它跟上节拍。如果实在跟不上——要么重新设计工艺,要么认栽,单独拉出去做离线。别硬撑。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:生产线平衡:我花了三年才明白,先别急着调工位 https://www.dachanpin.com/a/tg/61329.html