干了二十年制造,见过太多厂子。明明上了ERP、搞了精益,订单交付率还是惨不忍睹。问题到底出在哪?——我们总在用局部效率的思维管理一个充满依存关系的系统。说实话,这很蠢。但更蠢的是,明知有瓶颈,却假装没看见。
约束理论(TOC),高德拉特博士的这套方法论,改变了我职业生涯的下半场。不是因为它有多复杂,恰恰相反,它简单到让人恼火!五个步骤,一个道理:任何系统都至少有一个约束,否则它的产出会无限大。可现实中,无限大?做梦。所以,找到那个最弱的一环,然后,狠狠地、系统地折腾它。
聚焦五步法,第一步就做错了吧?
第一步,识别瓶颈。听起来容易。但你去车间转一圈,人人都说自己是瓶颈——焊接组说前道供料慢,装配组说测试堵住了,仓库抱怨叉车不够……✅ 真正的瓶颈只有一个?不,是少数几个,甚至一个。 但这里有个坑:瓶颈可能在外部市场!你的产能再大,没订单,瓶颈就是销售。可我们习惯盯着机器,不看全局。
第二步,挖尽瓶颈。这个“挖尽”绝不是把设备用到冒烟。💡 我见过一个案例:一台五轴加工中心是瓶颈,厂长就逼着操作工连上厕所都跑着去。结果呢?报废率飙升,产出反而降了。挖尽,是让瓶颈时间不被浪费在非瓶颈工作上——比如让瓶颈加工小块料,或者因物料不齐而等待。把前序的缓冲管好,质量别在瓶颈前出问题,这才是正道。

第三步,迁就瓶颈。这是最反人性的。非瓶颈哪怕空闲,也要服从瓶颈的节奏。很多老板受不了:“我花几百万买的设备,你让它闲着?” 但对不起,TOC就是要让所有资源迁就瓶颈。❤️ 我曾经强制让一台价值八百万的冲压线每周停两个班次,因为前道瓶颈就那么多产出。结果全厂有效产出涨了30%。财务总监差点报警,后来请我喝酒——这是真事。
DBR调度:不是高科技,是思维方式
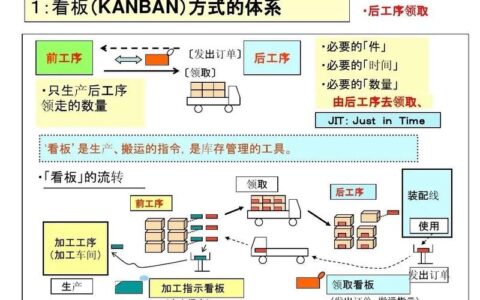
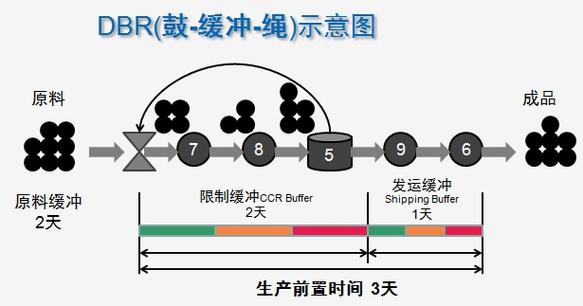
鼓-缓冲-绳(DBR),听起来像某种乐器组合。其实它就是一个简洁的排产逻辑:瓶颈是鼓,设定节奏;在瓶颈前放时间缓冲,保护它别停工;绳是物料投放机制,根据瓶颈消耗速率控料,不让在制品淹没现场。就这么简单!
但实施DBR,难点永远不在理论。在于数据。很多工厂连准确的工序工时都没有,凭经验拍脑袋。特别是多品种小批量,切换频繁,瓶颈漂移——这时候常规DBR就失灵了。得用S-DBR,或者更动态的缓冲管理。不过这又是另一个话题。
再说说“缓冲管理”,它才是TOC的魂
很多人以为TOC就是找瓶颈,错了。缓冲管理才是持续改进的引擎。我们设置缓冲,不是为了让它消耗掉,而是通过监控缓冲的渗透状态,反向洞察系统的波动。💡 比如装配线前的齐套缓冲,如果连续几天红色区域被频繁侵入,别急着骂仓库,很可能意味着前道某些工序的能力已经恶化成了制约。瓶颈是会转移的,而缓冲就像仪表盘上的故障灯。
问:为什么我明明消除了瓶颈,效率还是没提升?
答:因为你很可能找错了瓶颈,或者你只是在搬运瓶颈。举个例子,一台机床是瓶颈,你给它加了夹具提升了速度,结果它现在不是瓶颈了,但后道的清洗线成了新瓶颈。总体产出几乎没变,只是瓶颈换了个地方。TOC讲的消除瓶颈,是打破它——让系统的有效产出真正上台阶。不是局部改善,是系统突破。这需要重新审视整个流程,甚至改变政策约束,比如批量的设置、质检点的位置。
问:那作为管理者,我该从哪里入手实施TOC?
答:别一上来就上软件。先做价值流图,或者哪怕就是在车间站两个小时,看物料流动。找到那个堆料最多、下游等得最急的工序。然后,只在那里做三件事:第一,确保它不因缺料停机;第二,确保它不加工良品率低的东西;第三,让它只做真正要出货的零件。我见过一个工厂,只靠这三板斧,两周内准时交货率从40%拉到85%。感叹号够了吧!?但这就是事实。后续再逐步导入缓冲区、拉动系统,调整绩效指标——别用设备利用率考核,用有效产出。
总有人问我,TOC过时了吗?我反问:你工厂里的约束消失了吗?只要物理世界还在,依赖关系还在,波动还在,约束就一直在。只不过以前是人工排产,现在是数字孪生;以前用Excel跟踪缓冲,现在用IoT传感器实时预警。技术变了,五步法的逻辑没变,反而更有威力。💡
最后说个扎心的:大部分工厂不是不知道瓶颈在哪,是不敢动。因为动瓶颈往往涉及跨部门利益、绩效指标的冲突,甚至要动老板原本的思路。但市场不等人。你不动,订单就流到那些敢于用TOC重塑流程的竞争对手那里。就这么残酷。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:约束理论(TOC):瓶颈不会消失,只会转移,别被假瓶颈骗了 https://www.dachanpin.com/a/tg/61344.html