控制图:你的过程在说话,你听得懂吗?
先抛个观点:波动是制造的“原罪”。你永远不可能车出两个完全一样的轴颈,对吧?但别慌,波动也分两种。一种是随机出现的、不可避免的波动,叫普通原因;另一种是突然蹦出来的异常,比如刀具崩刃、材料批次换厂家了,这叫特殊原因。SPC本质上就是在帮你“抓鬼”——把特殊原因揪出来,别让它们披着普通原因的皮,悄悄毁掉你的产品。 可笑的是,很多厂的控制图贴在墙上,一个月都不看一眼。等到出了批量质量问题,才去翻记录,然后指着图上那个超出界线的点说:“看!当时就报警了!” 早干嘛去了?控制图讲究的是实时预警,不是事后验尸。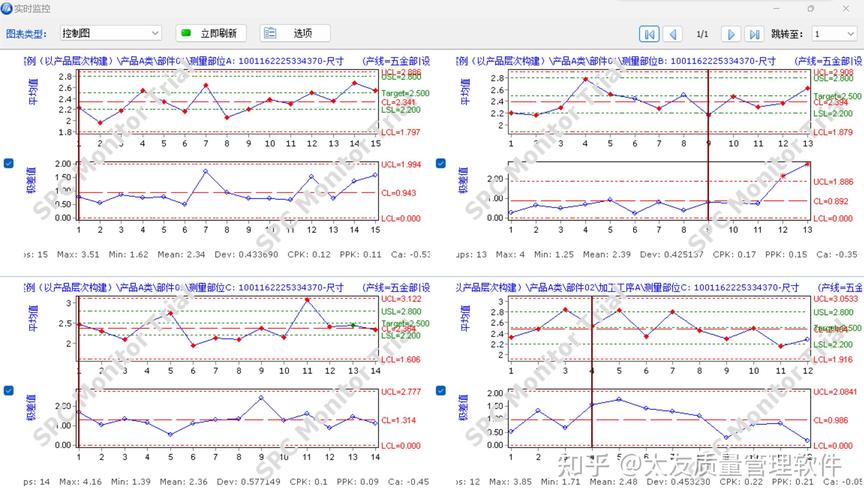
选对图,用对场合,别再张冠李戴了
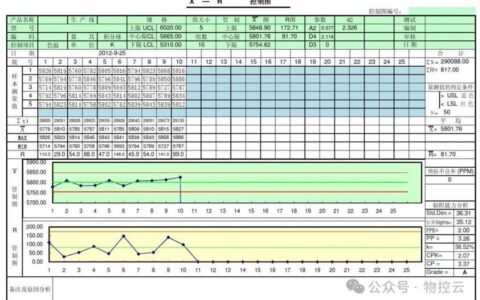
SPC工具多得很,最经典的Xbar-R图,适用于计量型数据,比如轴径、厚度。但如果你测的是“不良品数”呢?那就是P图或NP图的活儿。我还见过有人用均值极差图去监控“表面划痕数量”,样本量一天就20件,划痕数全是0,偶尔出一个1,控制图算出来的上下界根本没法用。这不是闹笑话嘛! 在精密加工领域,我们更关注过程能力指数Cp/Cpk。Cp是理论潜力,Cpk是现实表现。如果Cpk小于1.33,别硬撑了,赶紧分析是普通原因导致的偏移还是特殊原因。有次我们Cpk只有0.8,所有人都去调机床,结果越调越乱。最后发现……原材料硬度波动太大,热处理前道工序失控了。这锅,机床不背!
数字化转型了,SPC还能躺着吃老本?
现在都工业4.0了,还拿纸笔描点?实时数据采集、边缘计算、AI异常检测……这些新花样,让SPC从“事后诸葛亮”变成了“预测先知”。我们工厂去年上了套系统,装配线的扭矩值实时传回SPC软件,一旦监控到连续6个点上升(尽管还在界内),算法就判断工装磨损了,自动提醒换批。避免了一次大批量螺纹过紧的客诉,省了十几万。 不过话说回来,数据多了也头疼。采样频率从15分钟一次提到每秒一次,控制图瞬间全是点,真异常被淹没了。所以,得用自适应采样或基因进化算法来做特征选择。这种高级玩法,小批量、多品种的机加工车间尤其需要。问:我们产线一用SPC就遭工人抵触,怎么破?
问:小批量、多品种生产,传统SPC好像用不了?
答:问得好。批量不够攒出25个子组,传统控制图确实傻眼。但办法总比困难多。可以试试标准化控制图,比如Z-MR图,把所有不同产品的特性值转换到标准正态空间,不同品种的数据就能合并监控了。还有Q-Q图、单值移动极差图(I-MR)的变种。我们有个车间做定制模具,一年才几十套,就用I-MR图配合工程规范,每套模具的关键尺寸都单独监控。虽然不能预警过程突发变化,但至少能判断“这套模的过程能力行不行”,为下次设计提供参考。 再补个踩坑经历:千万别迷信控制图的“判异准则”!8条准则全部打开,报警多到飞起,操作工会直接关掉警报。只保留最常用的三条:点出界、连续9点在中心线同一侧、连续6点递增或递减。其他准则,等过程稳定了再慢慢加。💡 最后啰嗦一句:SPC不是质量部的独角戏,是制造、设备、研发、供应商的协奏曲。你让质量工程师整天盯控制图,他只能发现问题,但根本推不动改进。得让技术大拿、生产主管都看得懂这些图,愿意用数据说话。这条路,道阻且长——但走通了,那种一切尽在掌控的踏实感,是真的爽。免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:统计过程控制(SPC):我踩过的坑,你就别往里跳了 https://www.dachanpin.com/a/tg/61351.html