上周去一家汽配厂审核,看到他们还在用游标卡尺测关键尺寸——精度要求0.01mm,卡尺分辨率0.02mm。当场我就跟质量经理说:你这不是测量,是赌博。
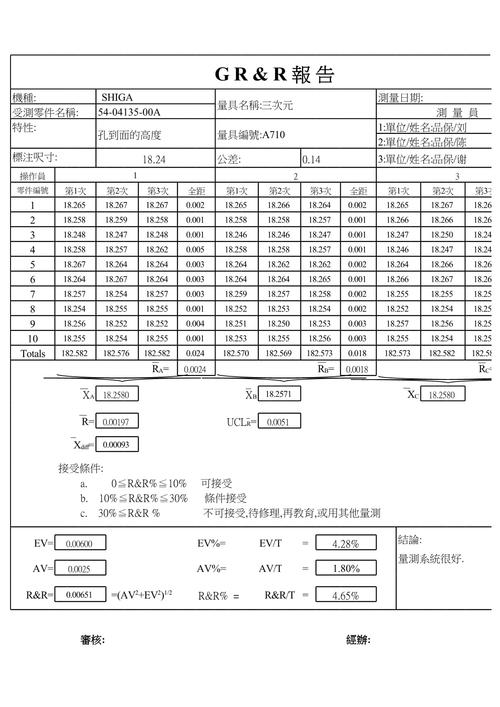
先说最常见的问题:GRR(量具重复性和再现性)到底多少才算合格。大部分人张嘴就是“小于10%”——书上这么写的。但实际呢?我见过太多案例,GRR%算出来15%,产线照样跑得欢。关键看
举个例子:你量一个轴径,公差±0.01mm,GRR方差占公差带宽的80%——这时候就算GRR%只有8%也是垃圾。因为量具波动直接吃掉了大部分公差。反过来,如果公差很宽,GRR% 30%照样能用。好多搞质量的死记硬背10%准则,被体系审核批了还觉得冤。
GRR%是测量系统变差占总过程变差的百分比,%P/T是测量系统变差占公差带宽的百分比。GRR%用来评估系统对过程控制的能力,%P/T用来评估是否适合产品检验。如果只做产品合格判断,盯紧%P/T就行。另外ndc必须≥5,否则分辨率白瞎。
。量程低端偏小,高端偏大,中间勉强对。这种系统误差不做线性分析根本看不出来。有些人只做偏倚(单点准确性),觉得“我标准件测得挺准啊”。可实际零件尺寸千变万化,测量系统在不同量程段表现完全不同。
看情况。如果产品尺寸分布窄,只在某个小范围测量,可以进行偏倚补偿(比如软件设定偏移量)。但若产品尺寸跨度大,系统必须修复。线性差根源往往是测头磨损、光栅尺误差或基准面不平。别硬扛——数据骗不了人。
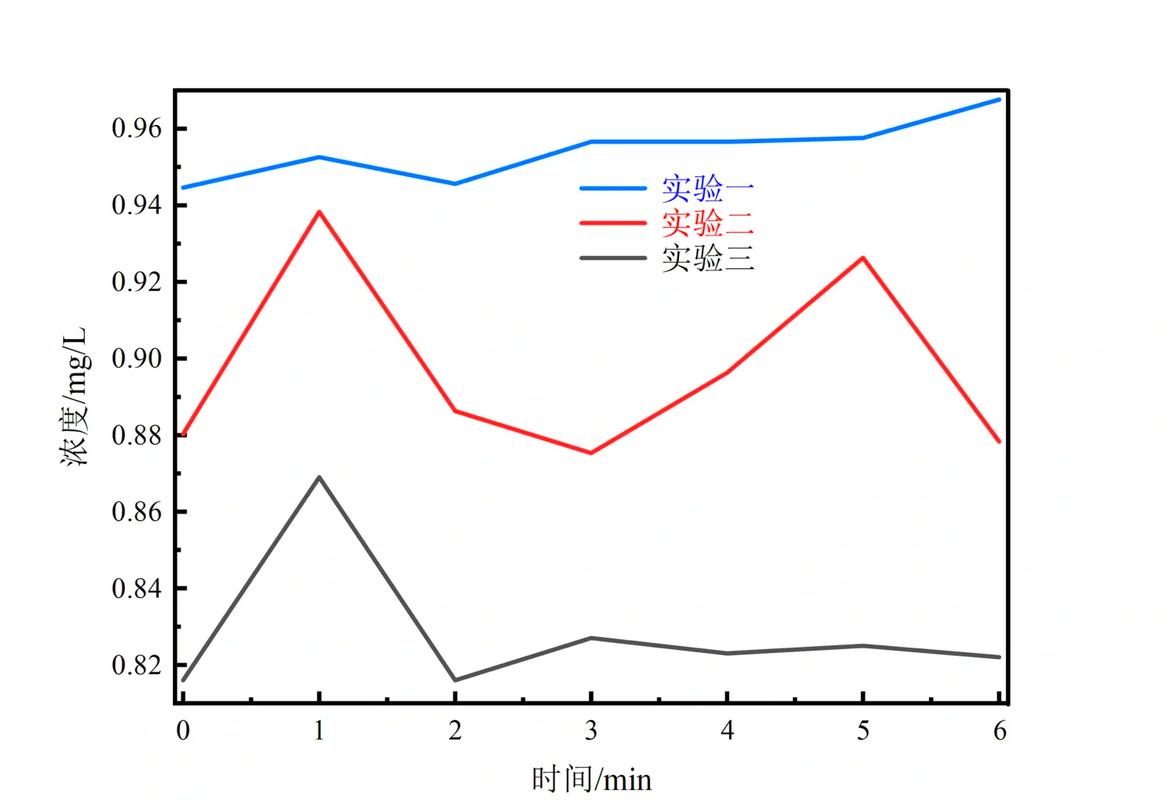
。尤其是自动化光学检测设备,预热一小时后做的稳定性,管不了24小时三班倒。温度、灯光衰减、夹具松动……这些随时间推移的变差,必须在实际生产节拍下监控。
我通常要求客户:
,再画控制图。然后你会发现奇妙现象——周一下午数据集体偏大,因为车间空调检修停过半小时。这种“事件型”漂移,单纯靠均值-极差图可能漏掉,还得结合移动极差图找规律。
更坑的是:有些MSA软件自动给出“稳定”结论,因为控制限太宽!测量系统分辨力不足,波动被平滑了。所以
除了计量型,属性测量系统(比如通止规、目视检查)经常被忽视。我见过最离谱的案例:三个检验员检同一批外观缺陷,一致性不到60%——但没人上报,因为“目检嘛,差不多就行”。直到客户投诉。
属性MSA的Kappa值低于0.7,必须做改善。✅ 强制标准化灯光、判定标准图片化、检验员再培训。更聪明的做法:
如果你是汽车行业,按AIAG手册,必须达到0.75以上。0.5意味着检验员判断和随机猜差不多——风险极大。立即暂停出货,分析歧义样本,统一判定基准。必要时升级检测手段。损失几天产量比召回便宜。
总之,MSA不是一年填一次表的应付活。它是活的——设备在变、人在变、环境在变。下次做PPAP前,
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:测量系统分析(MSA):你的量具真的靠谱吗? https://www.dachanpin.com/a/tg/61358.html