尤其是控制图——这个在七大手法里最数学、最不讨喜的工具,被忽略得最彻底。但你要是真想从“救火”转向“防火”,那玩意儿才是命门。
为什么控制图被低估了?
我见过太多质量会议,一群人对着鱼骨图头脑风暴,原因分析得头头是道,然后…就没有然后了。柏拉图也是,20%的问题抓得挺准,但都是死后验尸。散布图更别提,多少工程师连相关性不等于因果都搞不明白。
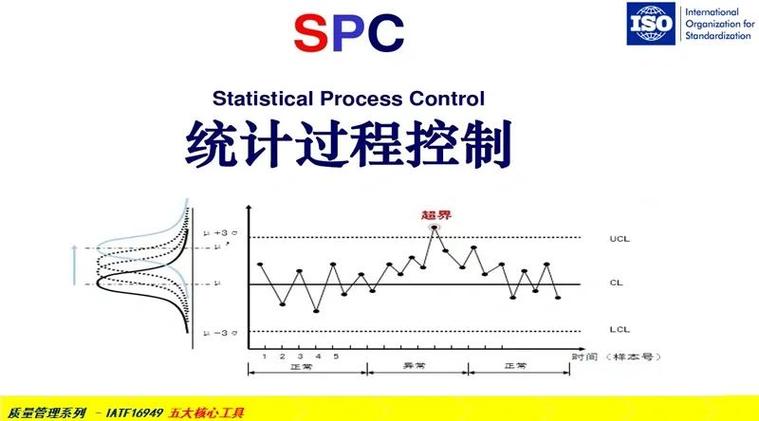
控制图不一样。它不跟你谈“可能的原因”,它直接用数据告诉你——过程要失控了,现在!立刻!马上调整!
但人天生怕数学。Xbar-R图、P图、C图……一看到公式,车间主任就摆手:我手下都是大老粗,搞不来。💔 其实现在谁还手算?SPC软件点个按钮的事。关键是,你得懂它背后那个石破天惊的逻辑:变差分为普通原因和特殊原因。前者是系统性的,你改工艺得慎之又慎;后者一冒头,就该一线人员冲上去查。
有一回,一家注塑厂连续三天尺寸偏大,他们天天调模温、调压力,累得半死不见效。我让他们拉一条控制图看看——好家伙,第四个点就超出上控制限了,而且是连续七点上升!这明显是模具磨损的特殊原因,他们居然当成普通波动在瞎折腾。❗
问:控制图和检查表不是一回事吗?都收集数据。
答:差远了兄弟!检查表是给你个框框数数,比如缺陷位置、频次,那叫“描述现状”。控制图是在时间轴上描点连线,看趋势。它能告诉你下一刻会不会出问题,检查表只能告诉你上一刻已经死了多少。✅
一张控制图,救了一条生产线
去年在浙江一家轴承厂,磨削工序的圆度突然波动。品管小姑娘刚学了SPC,死活要停线排查。班长骂她书呆子,说规格上限0.005,现在才0.0048,急什么?小姑娘涨红脸,把笔记本电脑一转——屏幕上一道控制图的红线刺眼,连续三个点逼近上控制限,而且呈现周期性的波峰。她坚持说:“这是设备出现规律性异常,可能是砂轮不平衡!”
停了线,拆开一看,砂轮法兰盘果然有一处磨损,造成每转一圈一个高点。如果继续生产,再过两小时就批量超差了。那批货是出口德国的,真要退货,光空运费就赔不起。
你看,控制图不是冷冰冰的线条,它是过程的脉搏。

不过话说回来,我也见过把控制图用成摆设的——上下限直接套客户公差,或者几个月不更新控制线。这就好比拿去年的日历过今年,纯属自欺。
手算时代结束了,SPC软件怎么用?

现在都什么年代了,智能工厂、工业4.0喊得震天响,但很多中小企业质量控制还停留在纸笔阶段。2025年了,再这样真说不过去。
其实哪怕不上百万MES系统,用Excel也能做出动态控制图来。条件格式自动判异,再结合函数自动识别八大异常准则——一个点的出界、连续六点上升或下降、连续九点在同一侧等等。我甚至见过用Power BI直接连设备PLC,实时刷新,成本几乎为零。
当然,专业SPC软件如Q-DAS、Minitab会更强大,能处理非正态数据,自动推荐变换或非参数控制图。但工具终究是工具,重点是人要有预防意识。看到异常信号,你是假装没看见继续生产,还是愿意花十分钟排查?这十分钟,就是平庸工厂和优秀工厂的分水岭。
问:小工厂没预算上系统,Excel画控制图靠谱吗?
答:Excel绝对能顶一阵。我见过一个汽配厂,用Excel模板管二十台机床,操作工每两小时抽检几个件,数据敲进去,图表自动变色报警。关键不是软件多高级,而是管理层得给一线工人停机的权力。很多老板嘴上说质量第一,真到停机时又怕耽误交期——控制图也就成了废纸。❗
问:控制图的上下限是客户给的公差线吗?
答:大错特错!这是最常见的误解。控制限是过程固有变差的函数,通常用Xbar±A2·Rbar算,跟公差没半毛钱关系。你产品图纸上写Ø10±0.02,那是规格限;控制图里上下控制限可能到±0.015,说明你的过程能力CPK还行,但如果控制限比规格限还宽,那就是过程波动太大,得从柏拉图或因果图里找真因,而不是修公差。💡
说到底,QC七大手法里,检查表、层别法是基础数据收集;柏拉图、鱼骨图、散布图帮你分析问题;直方图看分布;控制图负责监控和预防。它们是一个闭环,但控制图处于将“质量检验”扭转为“过程控制”的那个关键支点上。
所以,别再只满足于画条鱼骨了。下次客户审厂,把动态的控制图亮出来,那才叫专业。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:质量控制(QC)七大手法:别再只画鱼骨图了,控制图才是真内核 https://www.dachanpin.com/a/tg/61363.html