模具设计这行,干得越久越心虚。记得刚入行的时候,师傅说“画图谁不会,关键是想清楚塑料怎么流进去,又怎么硬起来”,当时觉得是句玩笑。后来摔的跟头多了,才咂摸出味儿——设计图纸上每一条线,车间里都得用钱去试。
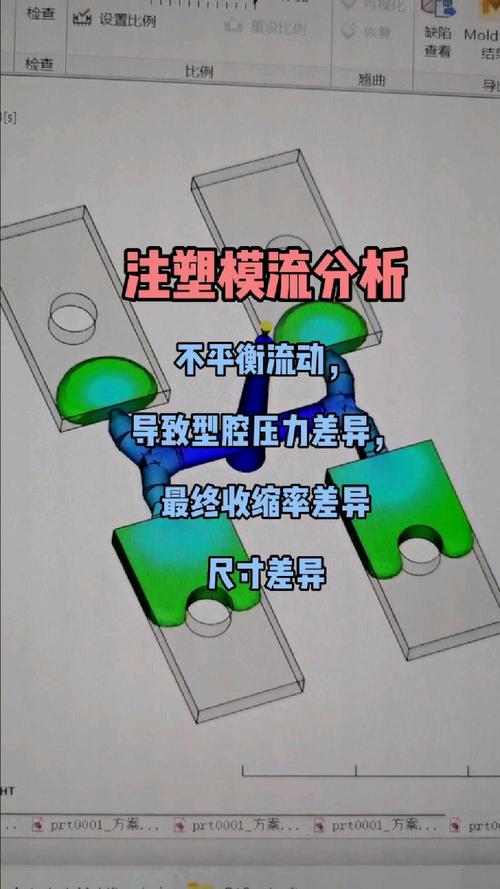
,要多丑有多丑。客户当场黑脸。事后模流分析一跑,才发现料流前锋温度下降太快,两股交汇完全没融合好。要是早点用Moldflow看看,何必浪费那两周调试时间?说实话,
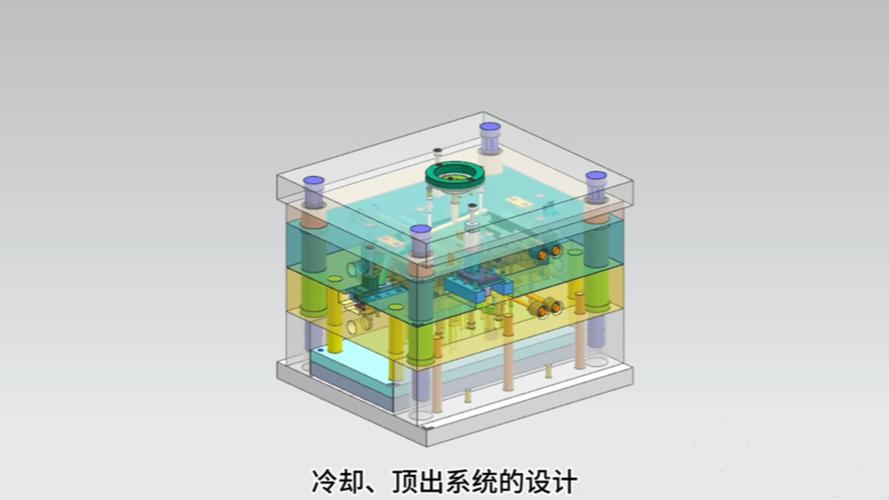
。水路直径、间距、到型腔的距离,甚至接头的位置,都直接往你口袋里掏钱——电费、机时费、人工。我见过一套车门内饰板模具,就因为水路设计不合理,单件周期多了8秒,一年下来白白扔掉十几万。后來改了随形冷却,周期缩短了15%,成本立马下来。
这里要说个题外话:3D打印随形冷却水路,确实是趋势,但别盲目追。复杂的随形水路如果没清理干净,堵了锈了,后患无穷。上次有个厂用了打印镶件,结果水路里残留金属粉末,一个月后全部堵塞,拆模清洗费了老劲。所以,简单结构用传统钻孔,复杂结构用扩散焊或者激光打印,但要
答:千万别!水路不是越密越好,要考虑模温均匀性。局部过冷会引起产品变形、尺寸超差。关键是要让热量从产品厚壁处导出去,薄壁处少冷却,这样缩痕才能减到最少。说实话,这是个动态平衡,需要反复模拟和试模验证。有时候感觉就像在玩一个猜谜游戏,但这个游戏的成本是几十万。
我见过最离谱的事情是:为了省两千块模具费,用P20替代了原本指定的718H。客户订单突然追加,模具打到20万件的时候,型腔表面出现龟裂。结果不仅模具报废,整批产品全数报废,还被索赔延迟交货的损失。
。塑胶种类、填充剂(比如玻纤含量)、生产环境(有无腐蚀气体),这些都会影响钢材选择。像做透明PC镜头类模具,钢材不仅要预硬耐磨,还得有良好的抛光性,否则表面粗糙度根本达不到光学级别。这时候用S136H这类耐腐蚀镜面钢,虽然单价贵,但均摊到每件产品上反而划算。
答:这要看情况。如果是成型普通塑料,没有腐蚀性,几千件用S50C甚至铝合金模具都可以。但如果你做的是新产品验证,后期很可能要导入量产?那模具框架和关键型腔最好还是按量产标准走,免得验证完又要重新开模,反而更浪费。我的习惯是:先和客户确认产品生命周期,再决定模具材料等级。有时候多花一点钱,相当于给未来买个保险。💡
再说回日常设计。很多年轻工程师沉迷于软件技巧,每天研究UG、ProE的复杂分模命令。这当然重要,但我见过太多设计者基本功不扎实:不知道脱模斜度要按皮纹深度增加,不知道顶针位置要避开受力筋条,设计出来的模具车间加工根本没法下手。有一次,一个零件居然有直角死角,编程师傅直接骂“这图谁画的?出来挨打”。所以,
。
模具设计,说到底,是个妥协的艺术。你要在塑料特性、模具加工、注射工艺、成本之间找到一个动态的平衡。没有完美的模具,只有不停迭代的方案。每修改一次,都是经验的积累。
写到这儿突然想起,前阵子一个老客户来电感谢,说我们设计的模具让他们良率提升了8个点。那一刻,觉得所有熬夜改图都值了。大概这就是模具人的小确幸吧。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:模具设计十年血泪:这些坑我替你踩过了 https://www.dachanpin.com/a/tg/61732.html