刀具材料这回事儿:没有万能药
新手常犯的错,就是以为硬质合金能包打天下。硬质合金确实覆盖面广,但碰到高温合金、淬硬钢,它那点红硬性立刻捉襟见肘。记得有一次加工一个HRC60以上的轴套,选了进口的PVD涂层硬质合金刀片,结果两刀下去,刃口就塌了……后来换上立方氮化硼(CBN)刀片,干切削,一刀到底!所以说,刀具材料没有最好,只有最对。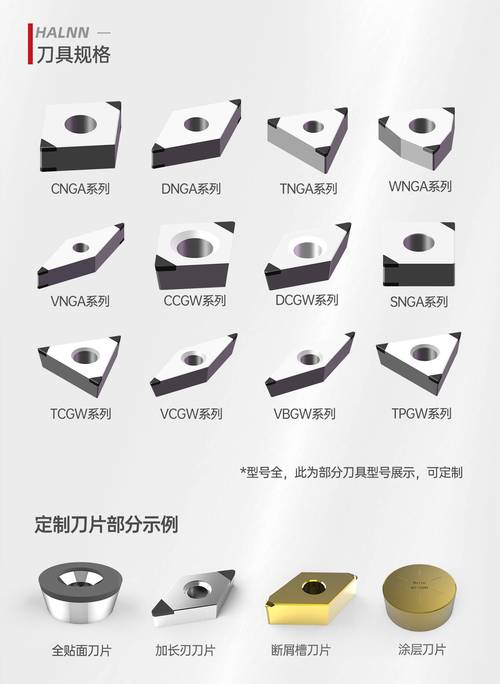
切削参数:调参就像走钢丝?
切削三要素:线速度、进给量、切深。老话常提,但翻车的总不在少数。线速度给高了,温度飙升,刀具磨损加速;给低了,积屑瘤捣乱,表面质量一塌糊涂。切屑控制更是个玄学,断屑槽型的设计、卷屑形状,直接决定你不停机清理的时间。我见过车间里因为切屑缠绕,把完工面划得全是伤痕的,那可是精加工!噗,别提多闹心。 问:为什么我车削不锈钢时断屑总是不理想? 答:不锈钢粘、韧,切屑不易折断,这个是材料本性。你可以试试这几招:一是调整断屑槽型,选锋利正前角槽型,结合加大进给量(比如0.25mm/r以上)强迫断屑;二是适当提高线速度,让切屑变脆;三,高压冷却液从主后角喷射,把切屑冲断。如果还不行,检查你刀尖圆弧半径是不是太大?刀尖圆角大,切屑就宽厚难断。实在没招了,上弹性刀杆或振动切削,被动断屑。
数字切削来了,老法师也得服气?
最近这几年,数字化切削喊得震天响。什么实时监控、自适应加工、数字孪生……一听就头大?其实没那玄乎。说穿了,就是在机床上装传感器,测切削力、扭矩、振动、温度,通过算法实时调整进给或转速。比如撞刀预警、刀具寿命预测,这些确实帮大忙。我们厂去年上了一套自适应加工系统,粗加工效率提升了15%,而且断刀事故少了八成。 问:上了智能切削系统,是不是就能完全替代人工经验? 答:想得美!💡 那些数据跟你说什么力在增大,该降速了——但到底降多少?降完之后光洁度会不会变?切屑会不会缠?还得靠人判断。智能系统是给你多了一双眼睛,可不是脑子。而且,这些系统初始建模麻烦得要死,不同材料、不同工艺,得不断修正。说白了,小批量多品种的活儿,人工调参的速度可能比它建模还快。不过大批大量生产,优势就明显了。 还有一个不能忽视的大头——CAM编程。现在多轴加工,尤其是五轴联动,刀路优化不靠软件根本搞不定。一次装夹干完所有面,那刀轴矢量怎么摆?避让夹具怎么搞?生成的程序切削负载平不平稳?这些,完全靠人脑计算,早该淘汰了。用上Volumill这样的高速粗加工策略,保持恒定切削量,扎刀风险剧降,而且刀具磨损均匀,你说香不香?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:机械加工(切削)的突围:当传统手艺撞上数字切削 https://www.dachanpin.com/a/tg/61792.html