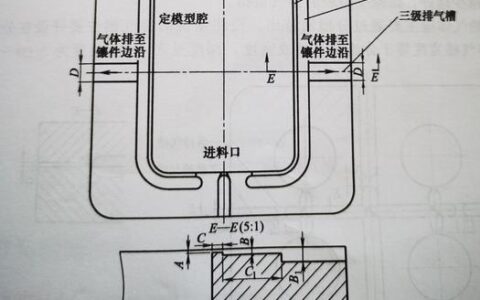
浇注系统设计:别小看那几条通道
很多工艺员把精力全放在冒口上,浇注系统随便对付一下——觉得无非是让钢水流进去。大错特错!大型铸件的浇注系统直接决定充型平稳性和温度场分布。我们曾为了赶工期沿用旧方案,结果在壁厚突变处出现严重夹渣。后来把底注式改成阶梯式,配合陶瓷管,缺陷率立马降了60%。
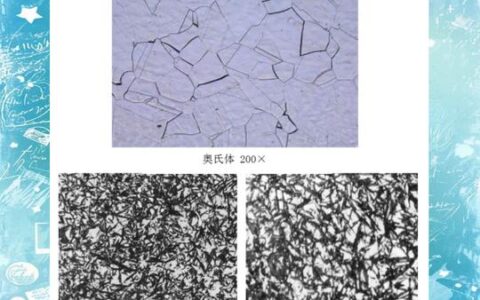
缩松缩孔:幽灵般的缺陷
问:为什么大型铸件内部总出现缩松?工艺计算也做了,冒口也加了,就是防不住。 答:问题往往出在顺序凝固控制不到位。大型铸件热容量大,凝固慢,常规模数法可能估算不准冒口有效补缩距离。我们现在的做法是必须用仿真模拟验证,同时结合外冷铁强制末端区快速冷却。还有一点容易被忽略——砂型退让性。如果砂型紧实度过高,铸件收缩受阻,会产生热裂并诱发缩松。我们上个月就因为这个把呋喃树脂砂的固化剂比例调低了0.2个百分点,效果立竿见影。
模拟仿真:不再是摆设

3D打印砂型:小批量制造的颠覆者
去年开始接触粘结剂喷射3D打印砂型,说实话一开始是怀疑的。强度够吗?发气量能接受吗?试了一次单件小批量生产的床身,居然直接省掉了木模——工期从45天压缩到12天,成本还低了30%。✅ 当然也有坑:打印的砂型透气性太好了,反而导致某些部位冷却过快,需要额外刷涂料调整。这又是书本上没有的新课题。 总体来看,大型铸件工艺正在从“经验主导”转变为“数据+经验双驱动”。但我们这行,终究还是要在车间里摸爬滚打。毕竟,钢水不讲人情,只看参数。免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:大型铸件铸造工艺:那些踩过的坑和真金白银换来的经验 https://www.dachanpin.com/a/tg/54980.html