做机械加工这行快二十年了,提起铣削加工这四个字,真是一肚子话要说。不是那种教科书式的照本宣科,而是车间里真刀真枪干出来的经验,有时候还得交学费——崩过刃、废过活、被老板骂得狗血淋头。但话说回来,不这么折腾,能有长进吗?
就是拼命拉高主轴转速,仿佛转速表飙到20000rpm就万事大吉。大错特错!你问问那些真的搞航空铝合金薄壁件的老手,他敢不敢无脑堆转速?不敢!因为高速铣削的核心不是转速,而是
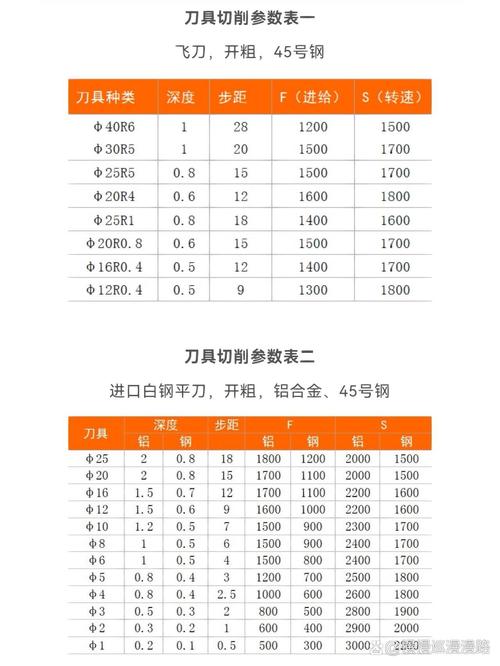
。简单讲,你得让每颗刀齿切下合适的切屑厚度,太薄了反而划擦发热,后刀面磨损快得像流水。昨天我还在调S136淬硬钢的加工参数,转速18000,每齿进给0.12mm,切深0.3mm,结果表面粗糙度稳稳在Ra0.4以下。要是听某些软件自动生成的参数——每齿给个0.05mm,等着吧,不出半小时刀尖就磨平了,然后就开始尖叫,整个车间都听得到。
说实话,很多刀具供应商给的推荐参数都很保守。保守到让人想笑——特别是做模具钢的时候。有一天我突发奇想,把某品牌的整体硬质合金立铣刀,在加工P20钢时进给翻了一倍,结果你猜怎么着?刀具寿命居然还延长了!后来查资料才明白,这是切屑厚度效应,太薄了反而因为切削刃钝圆半径的关系,实际是负前角切削。❗不过别随便学我,翻车前先算好机床刚性和刀具悬伸。
问:高速铣削时每齿进给量到底怎么选才合理?
答:这事儿没万能公式。得看你刀具直径、刃数、涂层、工件材料、冷却方式。一个经验是:直径10mm的硬质合金刀加工钢件,每齿进给可以大胆从0.1mm起试,如果切屑颜色发蓝,说明热了,降一降;如果声音沉闷振动,加一加。千万记得监控主轴负载和切屑形状,锥形螺旋切屑最理想。
早些年,大家都觉得铣削加工离不开切削液,“哗啦哗啦”开着冷却,心里才踏实。现在你再看看那些真正的高效车间,很多干式切削用得飞起。特别是加工铸铁和某些钢件,干切不仅环保,刀具寿命反而更长。原因无他,热裂纹!湿切时切削液喷在灼热的刀具上,反复急冷急热,硬质合金最怕这个,微裂纹很快连成片,然后崩刃。💡 我自己的习惯是:加工模具钢精加工用微量润滑(MQL),也就是油气混合物,一点点就够;开粗只要机床排屑顺畅,直接干切。不过加工铝合金和钛合金这种粘刀材料,还是得老老实实上冷却液,否则积屑瘤会让你怀疑人生。
有一回给客户演示硬铣淬硬钢,人家非得要求开冷却液,说保险。行,开吧。结果刀具寿命比预估缩短了40%,活干到一半崩了,尴尬得要死。后来我把数据摆出来,他们才信。所以别看冷却液是万能的,分材料、分工况,得动脑子。
问:钛合金铣削必须用高压冷却吗?
答:高压冷却确实有效,但不是唯一选项。有些钛合金零件薄壁,高压冲击可能引起变形。现在流行的是低温加工,比如液氮或二氧化碳冷却,但那成本太高了,一般厂玩不起。比较务实的做法是用专为钛合金设计的刀具涂层(如AlTiN plus),配合MQL,切速适当降低,走大进给,效果好且稳定。记得要时刻留意切屑排出,钛合金切屑极易燃烧,排屑不畅就是安全隐患。
铣削加工里有个细节,90%的人会忽略:刀具悬伸长度。你在软件里模拟得再完美,实际装刀多伸出5mm,加工稳定性立马垮掉。悬伸就是杠杆,伸得越长,振动放大越恐怖。我吃过一次大亏:加工一个深型腔,为了不用加长刀柄,偷懒用弹簧夹头硬上,结果振刀纹深得能养鱼,抛光师傅差点没打死我。从那以后,能用液压刀柄或热装刀柄的,绝不少花钱。✅ 特别是高速铣削,刀具动平衡和夹持刚性太关键了,别省那点钱。
现在行业里最新实践是使用模块化刀柄系统,配合有限元分析优化悬伸比。但即使这样,加工深腔时,建议用插铣或摆线铣策略减轻径向力。我做过一个钛合金机匣,内部筋板多,用动态摆线铣,刀具负载恒定,效率反而比层切高30%。所以说啊,铣削加工这行,永远有学不完的门道。
最后提一嘴,最近逛机床展,看到某品牌推出的自适应加工系统,能实时根据主轴振动调整进给,真是科技改变命运。不过对于我们这种老派工匠,耳朵听声音判断切削状态的本事还没打算丢,哈哈。
行了,今天先喷到这儿。下次有空聊聊刀片涂层那些坑,还有高速铣削的编程策略,全是真金白银换来的教训。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:高速铣削加工的血泪史:从崩刃到微米级精度的实战复盘 https://www.dachanpin.com/a/tg/55024.html