说真的,第一次上数控车床,我连对刀都对不准。刀尖戳到工件,哐当一声——碎的不是刀,是心。后来才明白,车削这事儿,靠的不是说明书,是手感。还有那些藏在车间角落里的野路子技巧。
你知道吗?切削三要素——转速、进给、切深,教科书上写得明明白白,可一到现场全乱套。比如车不锈钢,书上说用硬质合金刀,低转速大进给。哼,照着做,刀片没十分钟就崩刃。你得反着来!稍微提点转速,减小切深,反而耐用。❗ 这就是实践打脸理论。
选刀:贵的未必好,对的才活命
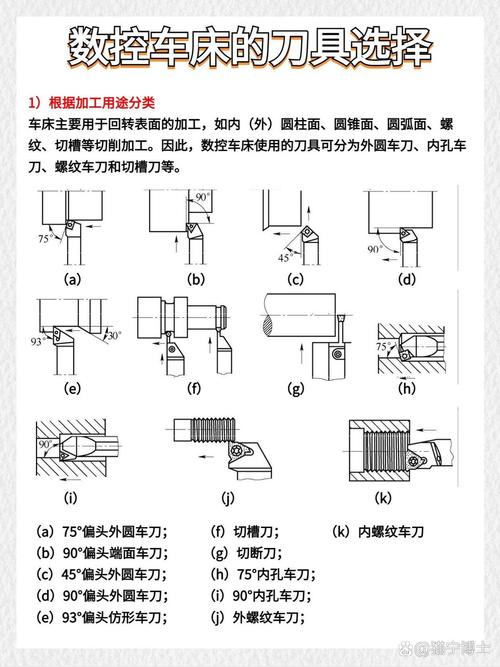
我吃过亏。有一次车一批42CrMo调质料,硬度HRC35左右。图便宜买了国产涂层刀片,结果一个班换八次刀。车间主任骂骂咧咧。后来咬牙换了某进口品牌的CVD涂层刀片——刀尖寿命翻了三倍。所以啊,别在刀具上抠门。但也不是越贵越好,你得会看断屑槽型。精车用锋利槽,粗车就得用加强槽,不然崩刃崩到你怀疑人生。
对了,还有个邪门经验:干切和湿切的切换时机。不锈钢粗车我竟然推荐干切?没错,高压冷却液会导致热裂纹,刀片直接报废。可铸铁就必须湿切,不然粉尘漫天,而且还烫手。你看,多矛盾。但这就是现实。
装夹:歪一点,整个活就废了

最让人恼火的是薄壁件。一夹就变形,松开工件弹回来,圆度直接超差八十条。❗ 八十条啊!什么概念?直接报废。后来学乖了,用软爪,或者包一层铜皮。还有人用聚氨酯棒塞内孔——这招绝了。不过有时候,你得故意让工件在装夹时略微椭圆,加工完释放应力刚好变圆——这靠的是经验和有限元分析结合,但老师傅管这个叫“借力打力”。
长轴件更麻烦。中心架没调好,工件一甩,整个床身都在抖。那动静,跟地震一样。💡 我的窍门是:先低速找正,再用百分表打高点,保证前后顶尖同轴。还有,跟刀架的支承爪别压太紧,否则工件表面会鼓包。
问:车螺纹时老崩刃,还乱牙,快疯了,怎么办?
答:崩溃次数多了就习惯了(开玩笑)。正经说,首先看转速,别太高。用G76复合循环,最后一刀吃深别低于0.1mm,否则光挤不切。刀具中心高必须对准,不然牙型角偏差。最要命的是编码器松动——你查查主轴同步皮带。还有,装刀用对刀样板,别相信手眼。💡 切削液对准刀尖,别浇到后面。
问:加工中心倒是不常碰,但老式普车,怎么车出高光洁度?

答:普车玩的就是手感。刀磨得好是关键,前角大一点,断屑槽窄一点,用油石背光刀刃。转速打高点,进给打慢点,最后一刀切深0.05mm,还不行就用弹簧刀杆。但是,很多时候是机床本身精度垮了——主轴间隙、拖板塞铁松紧,这些才致命。✅ 我一般先调塞铁,再检查主轴跳动,超过0.01mm就得修了。
自动化连线:别再傻傻单机操作了
最近这几年,车间里不搞点自动化都不好意思跟人打招呼。我们厂给数控车床加了桁架机械手,自动上下料。一开始总掉工件,调试到半夜。后来发现是气爪夹持力不够,外加传感器延迟。现在稳定了,一人看三台机,省心不少。不过话说回来,小批量杂件别瞎搞自动化,换型调死你。老老实实手动干,比什么都快。
还有在线测量系统,车完自动检测尺寸补正刀补。一开始觉得好高级,用久了发现探头容易沾铁屑,误判频发。必须加气吹清洁,每天校准。唉,工业嘛,就是不断折腾。
油雾收集器不是摆设
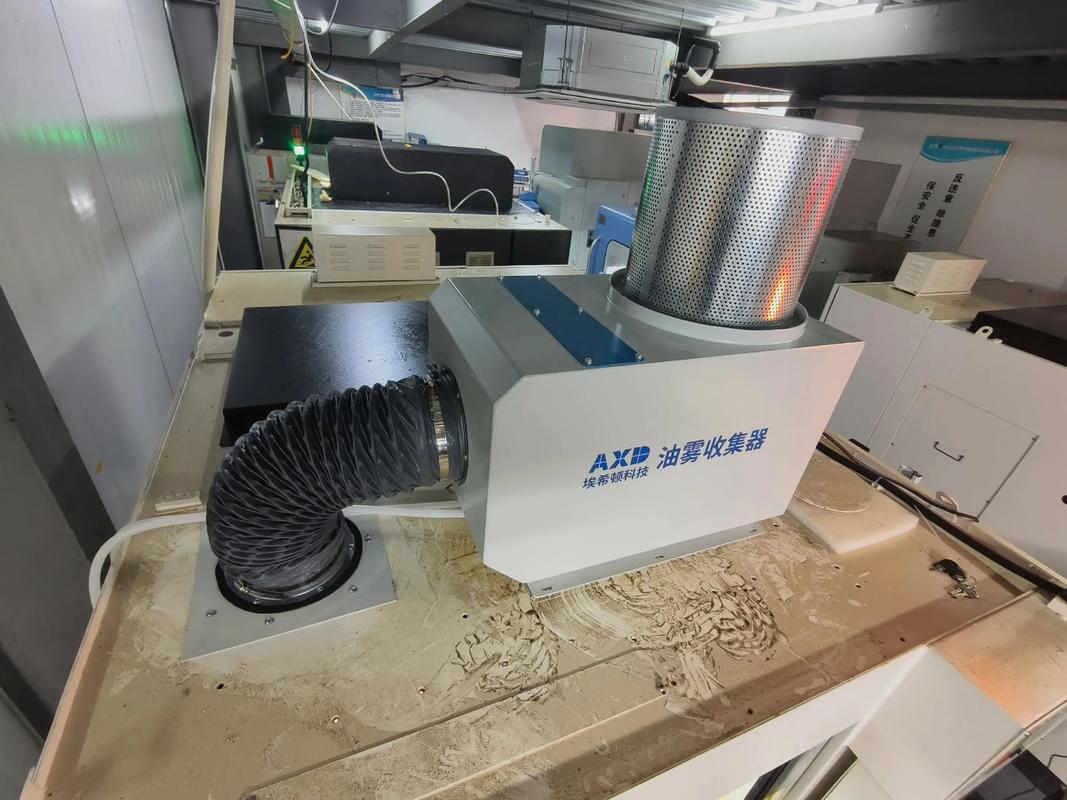
很多人忽略环境健康。车削时冷却液油雾弥漫,吸多了致癌。我们车间装了静电式油雾收集器,效果立竿见影。不过滤网要勤换,一个月不洗直接堵死。✅ 一个建议:干活戴防护眼镜和口罩,不丢人。
最后唠叨一句:车削加工这行,经验比学历重要,但别拒绝新技术。我见过小学毕业的师傅,调机精度超过大学生。也见过死守老规矩的,被淘汰。这个行业,心要细,手要稳,脑子要活。至于那些教材上的标准参数——你可以信,但最好自己试。实践出真知,真的。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:车削加工:那些老师傅不会告诉你的门道,我踩过的坑你千万别再踩 https://www.dachanpin.com/a/tg/55560.html