从“能铣”到“铣得聪明”:五轴的真正威力
三轴铣削总得反复装夹,基准换来换去,累不说,精度早跑偏了。五轴呢?一次装夹,五个面全搞定。 省掉多次装夹带来的累积误差,这事儿对薄壁件、异形件太关键了。去年有个医疗器械的髋臼杯,形状古怪,曲面过渡复杂,三轴根本下不去刀——刀具干涉严重。改用五轴联动,倾斜工作台,刀具侧刃轻轻滑过,那表面质量,👍,直接省掉后续打磨。 但别以为上了五轴就万事大吉。编程难度是陡然攀升。有次新来的工程师调个叶轮程序,后处理没设对,C轴一个猛转,差点把刀柄撞到卡盘上,冷汗都下来了!所以说,五轴联动赋予的自由,同时也要求你对机床运动学烂熟于心。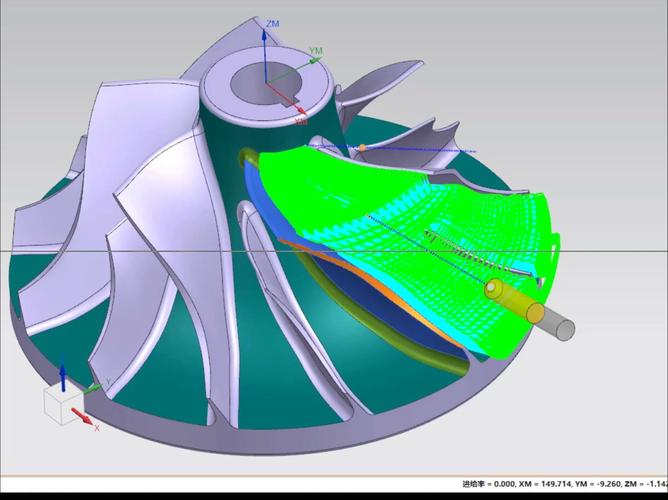
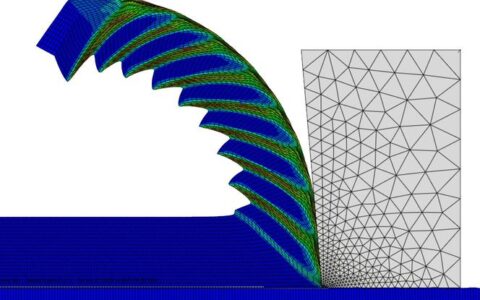
切削参数?调不好就是一场灾难
转速、进给、切深、步距……这些参数在三轴上已经够磨人了,五轴更甚。因为刀具倾斜后,切削接触点不停变,负载忽大忽小。记得早期有次用球头刀铣淬硬钢,进给打快了点,刀尖直接烧红,跟电焊似的。❗ 后来学乖了,引入动态切削力仿真,先模拟一遍刀具路径,再微调参数。 问:五轴加工时,为什么刀具寿命有时反而不如三轴? 答:这正是很多人掉进的坑。五轴允许更好的刀具姿态,理论上能优化切削条件,但前提是你真把姿态调整对了。若只是简单沿用三轴的轴向切深,却没改变刀具倾斜角,刀尖应力集中,崩刃没商量。要利用五轴优势,刻意让刀具摆一个合适的角度,比如15°的侧倾,让切削区远离刀尖薄弱处,结合高速铣削的小切深、快进给,刀具寿命反而能成倍提升。同时,冷却润滑得跟上,油雾或高压冷却,别省那点钱。
编程与仿真:别再傻乎乎撞机了
干五轴,CAM软件是你的半条命。刀轨生成后,不经过仿真直接上机?那是拿机床开玩笑。现在VERICUT、NCSIMUL这些仿真器,连机床模型、夹具、毛坯全导入,模拟整个加工过程。💡 我曾用仿真逮到过一个致命错误:后处理输出的是一个短线段,机床在拐角处来了个急加速,刀路直接偏离,剐到压板,幸好仿真里先撞了。真实加工时,那一下子,几十万的修复费不说,安全风险谁担得起? 问:从三轴编程转五轴,难在哪? 答:难点不在软件操作,而在思维转换。三轴编程,你只需考虑XY和Z的直线运动;五轴编程,要时刻顾及旋转轴带来的刀具矢量变化、奇异点、超程。特别是后处理,不同机床结构——双摆头、双转台、摆头转台的——后处理算法完全不一样。必须针对具体机床定制,而且得验证。建议新手上五轴,先用CAM的刀路预览,配合第三方仿真,跑通所有工序再上机。还要注意刀柄、刀具长度,在摆动极限位置是否干涉,这些细节全得死磕。哪些行业离不开它?
航空航天里,整体叶盘、机匣,那些扭曲的流道,三轴只能干瞪眼。模具行业,深腔、倒扣结构,五轴能直接铣出清角,省掉电火花。医疗植入物,个性定制,钴铬钼合金难切削,但五轴配高速铣削,表面粗糙度能轻松到Ra0.4。甚至汽车零部件,如涡轮增压器叶轮,量产也靠五轴,效率远超铸造。 不过话说回来,五轴联动铣削绝不是万能药。它投资大,维护成本高,对操作者要求严苛。但如果你面对的产品复杂度确实到了那一天三装夹都搞不定的地步,或者精度要求微米级,那五轴就是唯一出路。别被“高大上”唬住,看准需求、把仿真做透、参数调稳,它就是一柄极其锋利的刃。 最后啰嗦一句——别在网上看了几个视频就以为懂了五轴。去现场,亲手调一次刀路,听一次切削声,撞一次机(希望是仿真里撞),那才是真的开始。免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:五轴联动铣削加工:为什么它成了复杂零件制造的“杀手锏”? https://www.dachanpin.com/a/tg/55557.html