上周去一个做精密轴承的厂子,车间主任老张把我拉到一台数控磨床前,指着屏幕上的SPC实时监控图,满脸无奈:“你看这个点,又飘出上限了。可是巡检频次太低,等发现早就干出来一堆废品。” 我瞪他一眼——控制图都画出异常趋势了,居然还在靠巡检?这哪是统计过程控制,简直就是“死后验尸”。
说实话,SPC这套东西,最早在1924年休哈特发明控制图的时候,逻辑简单得让人拍大腿:波动就是敌人,但敌人有两种——偶然原因和可归属原因。偶然原因你动不了,是系统固化的;但可归属原因,比如刀具磨损、批次材料硬度突变,你得立刻揪出来消灭掉。可惜,太多工厂把SPC做成了填表运动,根本忘了它的核心——过程动态监控与实时决策。
控制图不是艺术品,是战场雷达
我见过最荒谬的事:一家汽车零部件厂,墙上挂满用A4纸打印的X-bar R图,每条线规规整整,点都在界内,可废品率却一直降不下来。后来一查,原来操作工怕被考核,每次抽样都“挑好的测”,数据全是假的!控制图成了行为艺术。真正的SPC,必须保证数据的真实性,否则一切分析都是沙滩上盖楼。而且,不要一提到控制图就只知道X-bar R。对于单件小批量、自动化产线,I-MR图、EWMA图、CUSUM图很多时候比传统控制图灵敏十倍!比如化工流程,一个微小漂移没被发现,整罐料就废了——这里用CUSUM图能提前几个采样点报警,你说值不值钱?💡
很多工程师纠结控制界限怎么定。死抱着“±3σ”不放,却忽略前提是数据近似正态。当数据严重偏态,比如刀具寿命、排队时间,照搬正态分布就是自欺欺人。这时候要么转换数据,要么用非参数控制图。还有,过程能力指数Cpk、Ppk被滥用到什么程度?只要客户要求就硬算,可数据根本不满足基本假设!还有些人分不清Cpk和Ppk,拿短期过程能力当长期潜力吹牛,结果量产后问题百出。哎……都是泪。
SPC落地,最怕“两张皮”
问:为什么很多企业推行SPC失败?
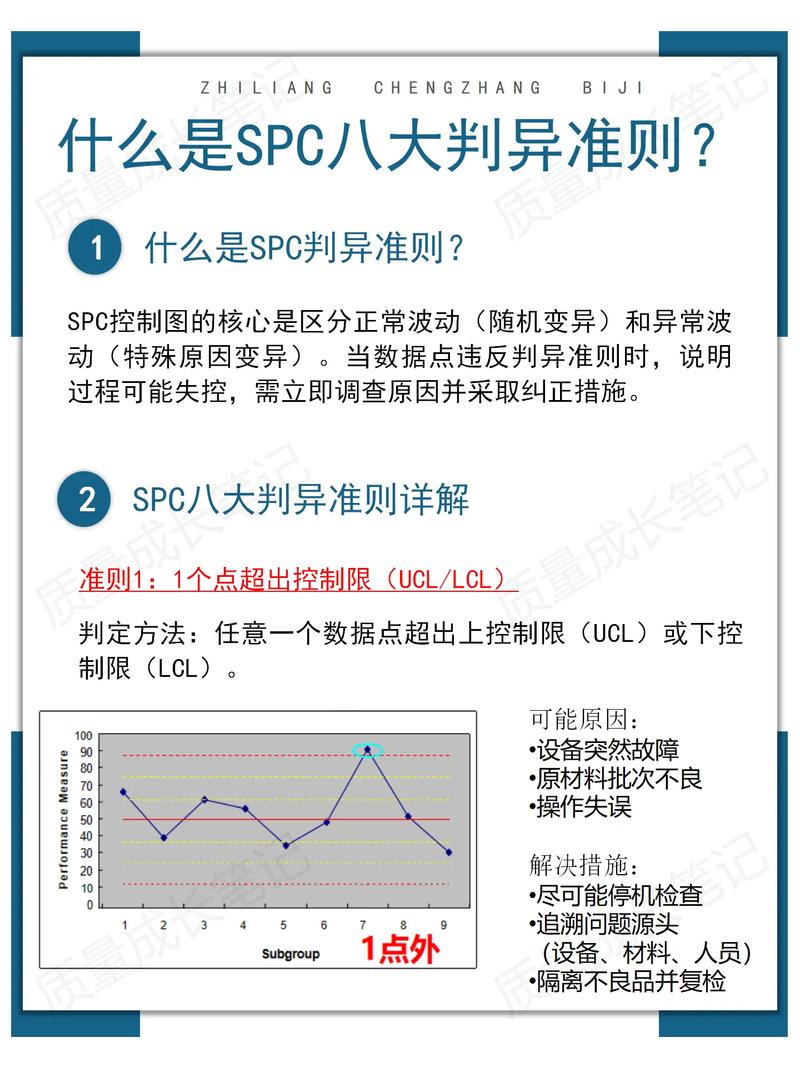
答:根子在管理层。SPC是过程改进的工具,不是拿来应付审核的。如果管理层只关心报表漂亮,不解决现场反馈的问题,比如控制图报警后无人响应、设备该修不修,那SPC就是摆设。✅ 成功的企业,SPC直接连到Andon系统,异常触发停线,技术员必须在规定时间内到岗处理。此外,培训不到位,一线员工不理解控制图背后的逻辑,就会认为是额外负担。我见过一个日本专家,在冲压车间给操作工培训,第一节课只讲一句话:“异常点就是你的敌人,你放走它,它就会回来咬你。” 那种对质量的敬畏感,真不是几本程序文件能换来的。

现在都讲智能制造,但SPC的基础数据采集还靠手工?简直是讽刺。很多老设备没有数据接口,工人拿卡尺量完写在纸上,再由专人录入Excel。延迟大、易出错。稍微好点的工厂,会改造老旧设备加装传感器,或者用工业平板直接录入,数据实时上传SPC系统,分析自动完成。❗ 这里有个坑:自动化检测设备如果本身没有定期校准和MSA分析,量出来的数据波动可能掩盖了真实的制程变化。测量系统分析(MSA)是SPC的前置条件,可是多少人直接跳过了?
把SPC玩活,得跨界思维
问:SPC只能用在制造环节吗?
答:错!我参与过一个供应链改善项目,用SPC监控供应商来料的批次质量数据。通过np控制图发现某供应商总是临近下限供货——后来发现他们为了降低成本,故意掺入部分回料。你看,SPC用在进货检验,就是照妖镜。还有更绝的:服务业。呼叫中心用c控制图监控每小时投诉数,一旦超出上限,立刻启动后台知识库更新,比事后分析报告快多了。SPC的精髓是对变异的管控,哪里有变异,哪里就有它的用武之地。不过,过度监控也会让人发疯——我曾经给一家厂上线SPC,操作工每5分钟测一次,测到后来手抖……频次必须平衡风险和成本,根据过程能力动态调整抽样方案才是正解。
最近几年,工业数据分析很火,很多公司上马“AI质检”,以为可以抛弃SPC。简直天真!没有扎实的SPC基础,机器学习的预测模型只会放大噪声。我推崇的做法是:先用SPC识别出稳定受控的过程,再对受控过程的正常波动建立预测模型,用来做预警。比如注塑机,模温、注射速度这些参数的多变量SPC(T²控制图),结合机器学习,能提前发现模具冷却水路堵塞的征兆,这比单看破品率高了不知多少档次。
最后唠叨一句:培养全员统计思维才是根本。不是要人人会算标准差,而是要养成“用数据说话”的习惯。下次当你听到操作工说“今天机床声音不对劲,数据可能会偏”,而不是拿着不合格样品签字放行时,SPC才算真的活在了车间里。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:别把统计过程控制(SPC)当摆设,车间真金白银砸出来的教训 https://www.dachanpin.com/a/tg/55667.html