上周又翻车了。一个项目做了三轮失效模式与影响分析(FMEA),结果到了量产阶段,还是冒出来一个从来没考虑过的失效——一颗螺丝在振动台上松脱,导致整个冷却回路压力骤降。💡 说实话,当时脑子里第一个念头是:FMEA白做了?
后来复盘,发现根本不是工具的问题。而是我们用FMEA的方式,从头到尾都透着一股“为做而做”的味道。说白了,填表格的时候大家心里想的都是“赶紧搞完”,而不是“这东西到底会怎么坏掉”。
失效模式与影响分析这玩意儿,其实特别反人性。它逼着你在一开始就想象最糟糕的场景,而且得想得全、想得细。可人类天生乐观啊,对吧——我们总觉得自己设计的东西没问题。于是,FMEA就变成了一个过场。⚠️
但话说回来,这几年在汽车、医疗器械、航空这些行业,FMEA又不得不做。主机厂审核,开口就问你的RPN值怎么算的,探测度评几分。不搞不行啊。于是我们就在一种“被迫重视”的状态下,年复一年地重复着那些低质量的失效模式与影响分析。
坑一:把FMEA搞成“事后诸葛亮”
很多企业的FMEA,是在设计冻结之后才开始做的。这几乎等于判死刑。为什么呢?因为那个时候,结构、选材、工艺路线全定了,就算分析出高风险项,改起来也伤筋动骨。工程师一看:“要改啊?开模费谁出?项目进度谁扛?” 最后只能在措施栏里写上一句“加强检验”,或者“增加警示标识”——这不叫FMEA,这叫自我安慰。
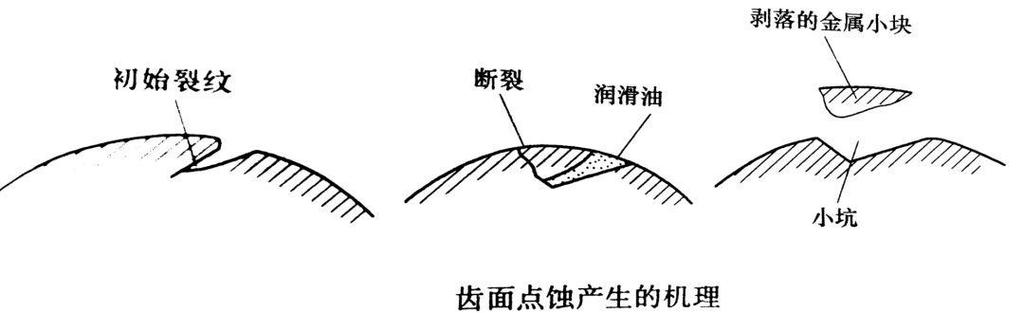
我做咨询的时候碰到过一个很典型的例子:某家做变速器的公司,DFMEA做到200多项,看起来挺唬人。结果我问了一句:“你们这个行星齿轮的齿根疲劳,失效影响评分怎么是7?感觉不算高嘛。” 他们工程师一愣,说:“是啊,反正寿命台架能过,而且售后数据里很少坏。” 我就乐了——那你们还分析它干嘛?FMEA的RPN值评估,重点不是你现在能不能测出来,而是“万一真发生了,后果有多严重”。那个齿要是真断了,车辆直接失去动力,严重点车毁人亡,这评分至少得9。至于发生度,你不能只盯着台架数据,得考虑材料批次波动、热处理波动,这玩意儿一波动,疲劳强度能掉20%。🤯
坑二:功能分析和失效模式分析脱节
这几乎是个通病。我们在做失效模式与影响分析的时候,常常跳过功能分析,直接从零件名字开始脑补失效。比如“这个螺栓的失效模式是断裂”——就这么简单粗暴。但你问一句:这个螺栓在这里的功能到底是什么?承受剪切?还是压紧?还是定位?不同的功能,断裂的影响完全不一样。如果是定位螺栓,只要不跑出定位孔,裂了都不一定出大事。可如果是承受剪切力的关键螺栓,一断就是结构解体。
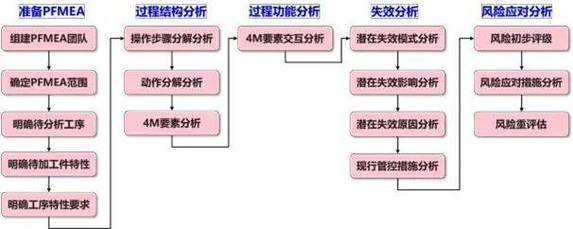
新版AIAG & VDA FMEA手册为什么要用结构树、功能网这些步骤?就是为了逼你先想清楚“这个玩意儿到底要干什么”,然后才去想“它干不成了会咋样”。可现实里呢?大家还是照着手册画图,心里想的还是老一套。说实话,很多FMEA facilitator自己都没搞明白功能网怎么用。🤷♂️
问:我们公司刚开始推FMEA,团队抵触情绪很大,怎么破?
答:别一上来就上软件、上培训。说实话,抵触的根源是觉得“这玩意儿没用,耽误我画图”。你得让他们亲眼看见FMEA是怎么帮他们少走弯路的。我一般会建议找个已经出过问题的项目,用FMEA倒推一遍,很可能发现——当初要是做了,那个坑能避开。这时候把团队拉过来复盘,不用我说,他们自己就沉默了。另外,初期别追求完美,选一个子系统做试点,让工程师感受到这是帮他理清思路的工具,而不是额外负担。关键得有个懂技术的FMEA moderator带着走,那个人不能是只会填表格的文员。❗
举个例子。去年我们给一家泵厂做咨询,他们的一款新泵在样机阶段就出现轴承异常磨损。一群人加班加点改设计,苦不堪言。后来我用功能法带他们做了一遍DFMEA,发现他们在功能分析时漏了“允许轴向微小位移”这个功能,所以根本没人考虑轴向力过载导致滚动体偏磨的失效模式。当这个失效链摆上桌面时,几个老工程师拍大腿:“早想到这个,我们改个轴承配置就行了,不用绕那么大弯子!”后来他们自己主动要在下一个项目里早启动失效模式与影响分析法,根本不用我推。💡
坑三:探测度评分自欺欺人
探测度是FMEA里最容易被“注水”的栏目。我见过太多把“目视检查”评成3、4分的——言下之意,肉眼一看就能拦下。可你做的那个零件,直径300mm,内腔复杂,目视能把所有裂纹看出来?除非你长了透视眼。更可笑的是,有人把探测措施写成“后续耐久试验”,还评低分。耐久试验是什么?那是在失效模式已经发生之后,在耐久考核中暴露它,然后返回来改进设计,这属于“验证”而非“探测”。真到了量产阶段,耐久试验能拦下每一个批次吗?不能。所以这种评分纯属自嗨。⚠️
正确的做法是:区别“原因探测”和“失效探测”。你想探测的是“造成失效的原因是否正在发生”,还是“失效本身是否已经存在”?比如焊接冷裂纹,你是通过控制预热温度和层间温度(探测原因),还是通过焊后探伤(探测失效)?评分逻辑完全不同。这些在新版FMEA手册里其实讲得很清楚,只是很多人不愿意看那几百页的英文原文。📚
坑四:措施不落地,全成了“建议”
FMEA表格里最后一栏“建议措施”,经常看到“建议增加传感器”、“建议提高材料等级”、“建议增加检验频次”……然后,没有然后了。因为“建议”不是强制的。哪怕开了评审会,也没人跟踪到底改了没改。更糟糕的是,有些措施根本不可行——比如“建议消除该失效原因”,那你还不如直接说重新设计。我见过一个极端案例,有一条措施是“建议操作者加强责任心”,评了个人为因素的发生度是2,这跟算命有什么区别?
现在一些领先的企业,已经把FMEA措施直接转化进APQP流程,或跟BOM、工艺文件挂钩。一旦FMEA改动了控制方式,相应的控制计划自动刷新,产线检验频次、防错装置参数都得跟着动。这才是失效模式与影响分析应该发挥的作用——驱动行动,而不是填写档案。
问:我们有做FMEA,但评审时总是被客户挑战“发生度评分没依据”,怎么解决?
答:发生度评分不是拍脑袋。你需要建立失效数据库,哪怕是个Excel表,把过去类似产品、类似工艺的失效数据积累起来。比如焊缝气孔的发生度,你可以按每米焊缝的气孔个数、或者每千台焊件的气孔返修率来定义评分标准。没有历史数据?那就得依赖经验判断,但要记录判断依据,比如“基于三款老产品过去三年的售后数据,同类密封圈在高温工况下硬化泄露的发生率约为千分之二,据此评3分”。同时,对于新工艺、新材料,必须打高发生度分,因为不确定性大。客户质疑评分时,你要能拿出这个逻辑链,而不是说“我们觉得概率低”。再有,新版FMEA推荐用AP行动优先级替代RPN,能减轻很多对评分的无效争论。毕竟,重点不是数字本身,是你到底做了什么来降低风险。🌟
坑五:不做系统级FMEA,只在零件级纠缠

很多公司的FMEA就停在零件层,弹簧、齿轮、密封圈,一个一个分析。可致命的问题往往出在接口上。比如两个子系统之间的电磁兼容,或者热膨胀不匹配,或者装配顺序错误。这些在零件级FMEA里根本不会出现。你必须做系统FMEA,从整车、整机、整个产线去看功能流、交互流。说得形象点,零件级失效模式与影响分析是“看树木”,系统级才是“看森林”。一棵树死了可能只是少个叶子,但水土流失、病虫害一蔓延,整片森林就完了。🏭
我们曾遇到过一个很经典的案例:一台大型注塑机,合模机构的FMEA做得无可挑剔,但就是没人分析液压系统与电气控制的交互信号。结果有一次,一个接近开关信号延迟了0.3秒,导致合模动作与顶出动作重叠,直接撞坏模具,损失几十万。如果做了系统级FMEA,这个因信号延迟导致顺序错乱的失效链,是很容易被识别出来的。所以说,视野高度决定了失效模式发现的数量和质量。
失效模式与影响分析(FMEA)这个工具,存在几十年了,到现在依然是预防问题的最强武器——但前提是你别把它用成摆设。说到底,它是一面镜子,照出我们对产品理解的深浅。当你不愿意正视那些潜在的失效时,它们迟早会在最糟糕的时候找上你。
最后说句心里话:FMEA做得好不好,不看表格写得多漂亮,看你敢不敢半夜接到产线电话时,心里不慌。因为你知道,该想的,都想过一遍了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:失效模式与影响分析(FMEA)为什么总做不好?我踩过的五个坑 https://www.dachanpin.com/a/tg/55671.html