全3D设计?我劝你冷静
不是反对技术进步。我自己也用UG、CATIA,甚至偶尔捣鼓一下Rhino做异形分型面。但模具这行当,尺寸链才是灵魂。一个模架几百个零件,装配公差累计起来,光靠3D装配里瞎点测量,能信?我见过太多人掉进这个陷阱——软件显示完美无缺,上了机台就’咣当’一声。 所以,搞模具设计,我始终攥着一份2D总装图。不是老古董,是保命符。它逼着你去想:这个螺丝沉孔打多深,会不会碰冷却水孔?那个斜顶在开模行程末端有没有3mm安全距离?这些在A4纸上用铅笔圈出来的问号,比任何炫酷的渲染都实在。 问:现在很多公司都在推无纸化,模具设计必须全3D交付,你怎么看? 答:无纸化是趋势,但别矫枉过正。我见过最聪明的做法是混合模式:主体结构靠3D,关键配合、极限位置、运动干涉检查,必须输出2D图签字确认。而且,2D图便于现场钳工拿在手边比对,他不可能端着个笔记本蹲在模架旁边。效率?真出了错,返修的费用够你打印一卡车的图纸了。这不是守旧,是务实。材料选错,模具寿命直接打对折
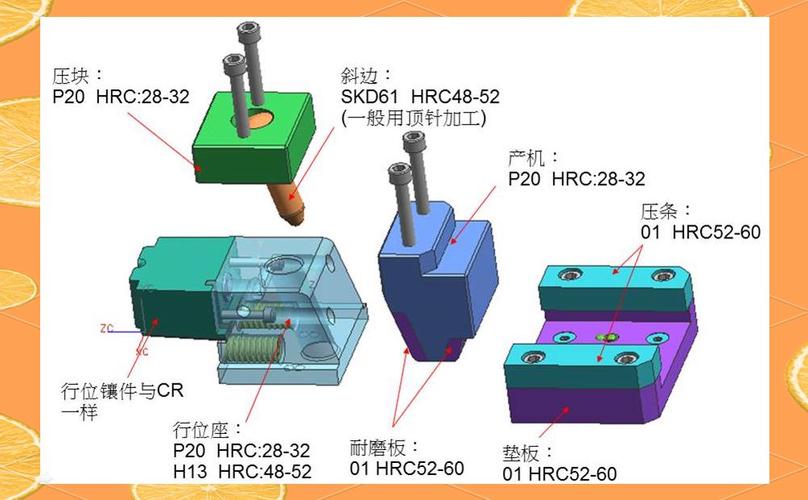
再说个扎心的。上个月,一个做家电外壳的客户抱怨模具只打了三万模就全是拉伤,导轨磨损得一塌糊涂。设计看着挺精美,冷却水路也走了不少。一问材料——用了P20,因为’手册上说通用型嘛’。我差点没背过气去。那是加玻纤的PA66啊!玻纤就是一把微小锉刀,没有氮化或镀铬的P20跟豆腐没区别。 选材料,简直是一门玄学。不是照着模具钢对照表勾选就行的。你得琢磨产品批量:十万件以下,或许S50C调质都够用;奔着百万件去的,底钢没淬到HRC58以上,热流道板的热膨胀就能让模具变形。还有那些做光学透镜的,S136超级镜面钢还得电渣重熔,不然抛到Ra0.01μm?做梦。
试模时的突发状况,才是真正的考试
画图时的从容,在试模架面前灰飞烟灭。听见’砰’一声开模,心提到嗓子眼。产品粘在定模?完了,脱模斜度给反了。飞边窜得像蕾丝花边?锁模力算错,或者分型面配合精度没控制好。最难搞的是翘曲变形——它像个幽灵,根本摸不透是哪一环出的错:冷却不均?保压时间不够?还是纤维取向作祟? 有一次,一个汽车雾灯支架,尺寸死活不对,偏差0.15mm。全组人围着注塑机调了三天参数,几乎要动刀补焊。我无意中摸了一下模具的定模安装板——烫手。一测,四角温差12度!原因是冷却水排布有一路堵了半边。就这么个不起眼的事,害得所有人怀疑人生。所以说,设计时排布的每一条水路,都不是线条,而是命。 现在条件好了,模流分析软件能预判很多问题。但它也有局限:网格剖分质量、边界条件设置,差一点结果差千里。我从不完全信那个彩虹云图,还是得亲手摸、用蓝丹研配、拿塞尺量。土办法,灵。 问:试模出现短射,从模具设计角度要检查哪些地方? 答:别光盯着注塑工艺参数。首先,检查浇口尺寸——很多设计喜欢把点浇口弄得很秀气,结果流动阻力大得像便秘。其次,看排气槽,尤其深腔末端,如果没有足够排气,空气被压缩反压熔体,根本打不满。还有,冷料井是不是位置不对?把冷料全带进型腔,不短射才怪。这些地方改起来往往要动焊,心疼钱,但长远看,比死调机台明智。 模具设计这门手艺,说到底,是无数失败喂出来的。软件是锤子,但你不能看什么都是钉子。共勉吧,伙计们。免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:模具设计:别再迷信全3D了,有些坑只有掉进去才懂 https://www.dachanpin.com/a/tg/56071.html