我干冲压这行二十多年了,说实话,越来越觉得这活像在悬崖边上跳舞。要求严苛得变态——±0.05mm是家常便饭,有时候客户扔过来的图纸居然标注±0.02……看到这种数字,真想摔鼠标。但抱怨归抱怨,活儿还得干,而且得干得漂亮。
一、精度:那些年我们踩过的坑,至今后怕
你以为精度就是数控设备的事儿?大错特错。冲压件的精度,从模具设计就埋下了雷。记得去年有个电机端盖,冲出来总是翘曲,测量报告出来我后背发凉——差了整整0.3mm。一群人围着模具看,查了三天。最后发现是压边力不均,润滑油的涂抹方式有问题,而且冲床本身的滑块垂直度也在临界值。几个因素凑一块儿,神仙难救。
后来我们装了在线视觉检测,实时监控起皱和回弹。但机器是死的,人是活的。有一次传感器报警,说拉延筋磨损,但我凭手感觉得还能撑一个班。结果呢?半个班后,裂口率飙升到8%,报废了一堆料。侥幸心理害死人啊!
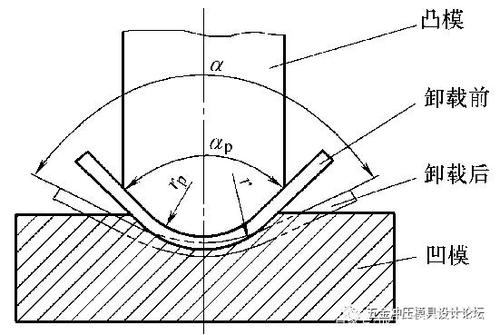
回弹问题尤其让人头疼。高强钢越来越普及,DP780、DP980用得多了,回弹补偿就得玩命调。我的经验是:别太迷信CAE仿真。软件算出来的补偿面,往往过于理想化。实际上,材料批次不一样,热处理波动,模具温度变化,都会让回弹飘忽不定。必须留余量,试模时在研配压床上一点一点修。这叫“以万变应万变”。
二、材料在变,模具也在变?跟不上节奏你就输了
现在主机厂动不动就要铝板件,减重嘛。可铝板和钢板能一样吗?冲铝板的时候,模具容易粘屑,表面拉伤惨不忍睹。我们试过好几种镀层:TiCN、DLC、甚至类金刚石涂层,结果发现关键不在镀层多贵,而在合理的间隙和模面光洁度。间隙放大了,塌角大;放小了,裂纹多。烦不烦?
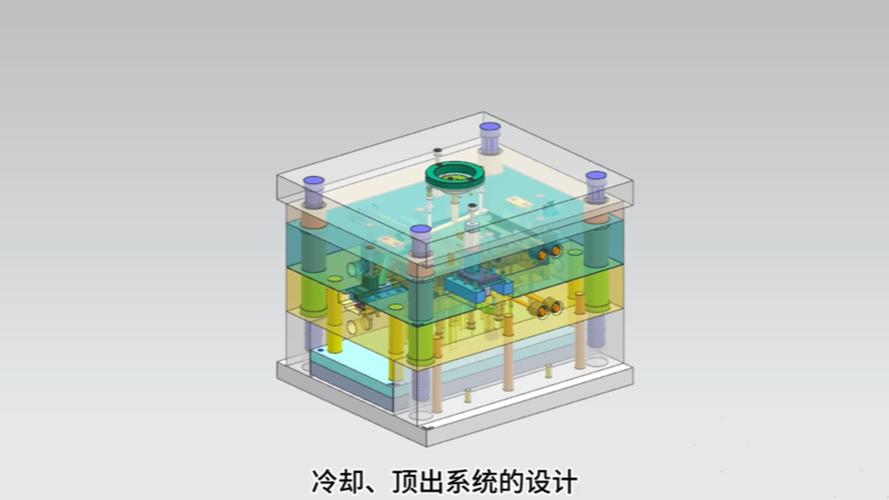
还有,热成形件越来越火。硼钢加热到950℃,在模具里急冷淬火,强度直接拉到1500MPa以上。但这玩意儿对冲压模具冷却水道的设计要求近乎变态。我们厂第一条热冲压线调试时,水道堵塞,导致局部过冷,零件强度不均,一撞就碎。跟淬火师傅吵了好几架,后来改成3D打印随形水路,总算稳定了。💡新技术得跟上,但坑也得自己填。
问:为什么高强钢冲压时回弹总是不稳定?
答:这个问题戳到痛处了。高强钢屈服强度高,屈强比也大,塑性差,所以卸载后弹性恢复大。不稳定主要是因为三点:一是材料性能波动,同一牌号不同炉批的屈服强度能差几十MPa;二是润滑状态和时间有关,油膜厚薄变化影响摩擦系数;三是模具温度,连续生产模温一上来,回弹量就变。所以别指望一套补偿值吃遍天,在线调整和闭环反馈才是正道。
三、自动化冲压线:不是买来就能高枕无忧

现在一谈冲压,张嘴就是“全自动生产线”、“无人车间”。我承认,伺服冲床和机械手确实猛,整线节拍能到12~15次/分钟。但自动化把问题隐藏得更深了。以前人工送料,磕碰了马上能发现。现在呢?端拾器吸起板料,“啪”一声冲下来,万一板料定位歪了,或者双料检测失灵,直接闷模!修模具事小,伤到滑块事大。❗
我们厂那台2500吨多工位压力机,去年就因为自动化系统的一个时序信号错误,滑块返回时撞到了机械手。虽然停了,但主轴瓦都拉了,修了一个月。从那以后,我坚持每班开班前手动核对端拾器轨迹和吸盘气压,哪怕有自检功能。机器可以不知疲倦,但也会不知变通。
问:小批量冲压值得上自动化吗?
答:看情况,真的。如果批量小于500件,全自动化投资回收期太长。但可以考虑半自动化或快速换模系统。现在有伺服冲床配磁力模板的,换模时间能压缩到5分钟以内。还有种思路是柔性单元:单台精密冲床配一个六轴机器人,编好程序能适应多种零件,比建整线灵活得多。我们厂最近就上了个柔性单元,专门应付研发件,利润率反而高了。不过说实话,调试挺折腾人的。
四、冲压工艺的未来:不智能则退

以前觉得冲压就是“咣当”一下完事,现在早不是了。传感器能测拉延筋进料速度,压力机能自动调节压边力,甚至模具里面有应变片实时监测应力。大数据还能预测模具寿命,该修该换提前告诉你。我们刚上的系统,通过分析冲床电流波形,居然能判断冲裁间隙是否均匀——这我服气。
但别忘了,冲压是经验科学。我见过太多年轻工程师,仿真玩得溜,一到现场连模具都打不开。工艺纪律、手感经验、对声音的敏感……这些没法量化,却至关重要。记得有一次,我听见冲床声音发闷,立刻叫停,发现导柱润滑干了,再晚几分钟就可能咬死。这种直觉,机器暂时还学不会。
冲压工艺正处在一个微妙的关头:既要拥抱智能,又得敬畏传统。别把技术当神拜,也别守着老手艺拒绝变化。这条路,我走了大半辈子,还觉得挺有意思的,你们说呢?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:冲压工艺:从精度焦虑到智能突围——一位老工程师的实战思考 https://www.dachanpin.com/a/tg/56090.html