你说,工业制造发展到今天,还有什么材料是啃不动的?钛合金?复合材料?其实,真正让老师傅们头疼的,是那些硬得离谱、脆得要命的家伙——陶瓷、玻璃、石英、硅片、宝石,甚至金刚石。传统刀具上去,要么崩口,要么直接干碎,搞不好还蹦你一脸。这时候,超声波加工就该登场了。说实话,第一次在车间见到这技术时,我心里是狐疑的:靠高频振动就能把材料“震”下来?真不是糊弄人?

但事实就是,超声波加工对付硬脆材料,那叫一个稳。核心原理不复杂,却处处透着精妙——高频电信号通过换能器变成机械振动,再经变幅杆放大,驱动工具头以20kHz以上的频率做微小振幅冲击,混着磨料悬浮液,硬生生把工件表面材料一点点“敲”下来。它不是靠蛮力切削,而是无数次的微撞击、微磨削,累积成宏观的去除。这过程,像极了滴水穿石,只是速度被放大了无数倍。
不过话说回来,原理简单,工程实现全是坑。换能器的效率、变幅杆的设计、频率的自动跟踪,哪一环差了,加工效果就天差地别。记得有次调试新设备,频率漂了不到1%,加工效率直接腰斩,搞得我们一群人围着它转了两天,最后发现是冷却不到位导致热漂移——超声波加工对细节的敏感,堪比精密仪器,半点马虎不得。
核心部件:不是装个振动器那么简单
很多人以为,超声波加工不就是给普通机床加个“振动头”吗?错得离谱。这背后是一套精密的声学系统。换能器是心脏。目前主流用压电陶瓷,把电能转成机械能,可这玩意儿娇贵,驱动电压、频率都要精确匹配,不然分分钟过热报废。变幅杆呢?更讲究。它得把振幅从几微米放大到几十微米,形状设计稍有偏差,应力集中就裂了。我们曾试过钛合金变幅杆,没做有限元分析,结果用了不到一周,在节点处出现疲劳裂纹——那可是进口材料啊,白瞎了几千块。
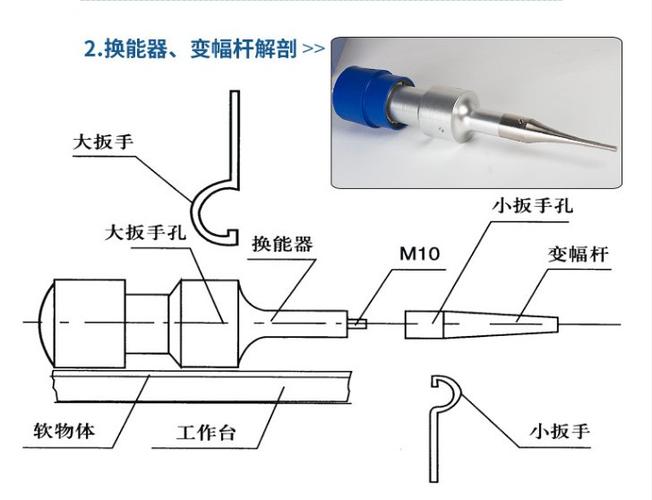
工具头是直接啃工件的,磨损是常态。针对不同材料,得调磨料。碳化硼、碳化硅、金刚石微粉,粒度从W5到W40,选错了要么效率低,要么表面粗糙度达不到。这里有个反直觉的点:磨料不是越细越好,太细反而容易堵塞,切割能力剧降。工业实践里,往往用粗一点的磨料先开粗,再换细磨料精修,这跟传统磨削的思路完全拧着来。
应用战场:从珠宝钻孔到航空航天
超声波加工最出圈的应用?珠宝钻孔、雕刻。在翡翠、玛瑙上打0.1mm的微孔,传统钻孔根本做不到,一钻就裂。超声波却能稳稳打出深径比几十的小孔——因为它是“磨”出来的,不是“钻”出来的,应力小得可怜。同样,在半导体产业,单晶硅片的划片、打孔,也离不开它。还有发动机上的陶瓷叶片,气膜冷却孔密密麻麻,激光加工热影响区大,电火花又不导电,只有超声波能拿下。
但别以为它只适合小孔。近年超声辅助加工火了,把超声振动叠加到车削、铣削上,切削力能降30%以上,刀具寿命翻倍,尤其对付钛合金、高温合金。波音、空客的机加工车间早就在用了,不过国内很多中小厂还在观望。问过几个老板,都嫌一次性投入高,可他们没算细账:刀具损耗降低省下的钱,半年就回本了,更不要说表面质量提升带来的废品减少。这笔账,真该好好算算。
实践中的那些坎儿
不是泼冷水,超声波加工真不是万能药。首先,对材料有门槛——太软的材料,比如铝、铜,振动作用反而导致加工精度变差,因为材料塑性够,容易发生塑性变形而非微脆性断裂。还有,深孔加工排屑难,磨料循环不好,容易卡住。我们试过加工10mm厚的氧化铝陶瓷,孔深超过5mm后,效率断崖式下降。解决方案?加脉冲振动、优化磨料流道,但成本又上去了。
再一个,设备稳定性。高频振动意味着任何机械连接松动都会导致失谐。车间里电磁干扰、油污环境,换能器接头稍微接触不良,输出功率就波动。所以日常维护要像伺候精密检测仪器一样精心。有时候真觉得,这技术像个脾气倔的天才,用好了惊艳四座,伺候不好就给你脸色。
问:超声波加工适合加工哪些材料?我看网上说几乎都能做,真的吗?
答:理想对象是硬脆材料,比如玻璃、陶瓷(氧化铝、氮化硅)、石英、石墨、碳化硅、宝石、硬质合金。硬度一般要大于HRC40,越脆越好。金属里,除非是做超声辅助切削,纯超声加工不太合适,因为金属韧性高,难以形成微脆性断裂去除。有人试过加工不锈钢,效果惨淡。所以,别被“几乎都能做”忽悠,得看具体工艺类型。
问:超声波加工精度能达到什么水平?和电火花、激光比有啥优势?
答:一般尺寸精度可达±0.01mm,表面粗糙度Ra0.4μm以下,打孔时孔壁几乎没有热影响区、微裂纹。电火花只能加工导电材料,激光有热影响区和重铸层,对脆性材料容易产生微裂纹。超声波的冷加工特性,在半导体、光学元件领域无可替代。但加工效率比电火花低,不适合大余量去除。所以,如果是不导电硬脆材料的高精度小孔、型腔,超声波是首选;如果是导电材料的大去除量,电火花更经济。说到底,没有最好的工艺,只有最合适的。
最新动态:智能化的苗头
这两年,超声波加工悄悄往智能化靠拢。有些设备厂商开始集成实时频率跟踪、振幅自适应调节,甚至通过声发射监测工具磨损状态。在德国慕尼黑的自动化展上,看到一套系统,能根据加工力反馈自动调整进给,工具头一旦异常立刻停机,延迟低于毫秒级。可惜价格贵得离谱,中小企业望而却步。但趋势在那儿,工业4.0的浪潮终将裹挟超声波加工走上数字孪生、预测性维护的路,只是时间问题。
国内呢?部分高校和企业搞出了超声辅助3D打印,把超声振动引入金属增材制造,细化晶粒、减少残余应力。虽然还在实验阶段,但已经能看到产业化的影子。说不定过几年,超声加工就和机器人、AI视觉揉在一起,组成柔性加工单元,那时小批量定制硬脆零件就跟玩似的。
写了这么多,突然想起第一次亲手操作超声设备时的窘态:参数设错,工具头直接焊死在工件上,费老大劲才弄下来。任何先进技术,上手总有学费要交。但一旦摸透它的脾气,那种将硬脆材料驯服于无形的快感,是传统加工给不了的。你说,这算不算工业制造里独一份的浪漫?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:超声波加工:硬脆材料的“克星”与精密制造的隐形冠军 https://www.dachanpin.com/a/tg/56608.html