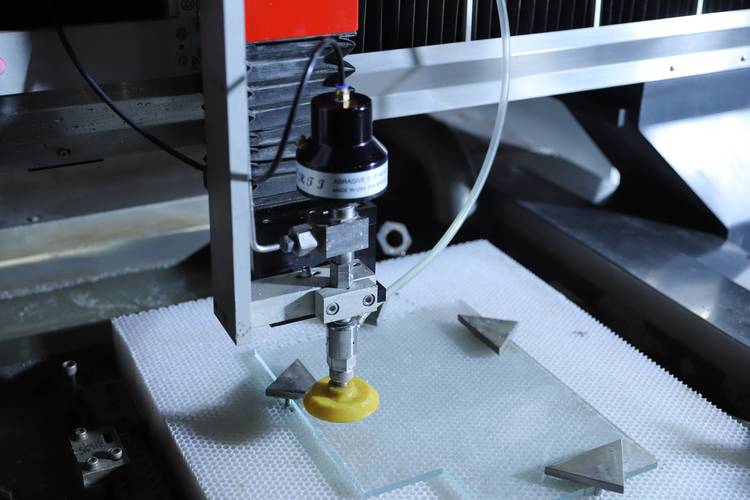
头一回见水刀切割,是在一家航空航天配套厂。朋友领我穿过防尘走廊,隔着观察窗,我看见一条手臂粗细的水柱,正悄无声息地切开一块厚达80mm的钛合金板。没有火花,没有烟尘,甚至没啥噪音——我当场就愣住了。这玩意儿,怎么做到的?说实话,干了二十年机械加工,那一刻还是被震撼到了。
一、它不是刀,是超音速“水子弹”
咱们得先破除一个误解:水刀切割里的“水”,可不是自来水龙头那种温柔的东西。它是在 400MPa 以上的超高压下——啥概念?差不多是深海四千多米水压的十倍——经过一个直径比头发丝还细的宝石喷嘴,以三倍音速喷射出去的“水子弹”。如果切割金属或陶瓷,水里还得混入石榴砂磨料。这时候,它就已经不是纯水了,而是 磨料水刀。站在设备三米外,能感觉到地面微微震动,那压力泵组嗡嗡的,像头蛰伏的巨兽。

不过话说回来,这套系统最精妙的反而不是压力,而是控制。五轴联动水刀头的姿态补偿,能切出 ±0.1mm 的斜边精度——这对航天复合材料的 精密下料 太关键了。你想想,碳纤维板要是用传统铣削,分层撕裂的废品率能到15%,而水刀几乎零分层。这就是冷态切割的天然优势。
二、不发热的刀,能切的东西才“野”

热切割——激光、等离子——有个死穴:热影响区。切不锈钢,边上发黑变色;切钛合金,氮化层硬得能崩刀;切复合材料,烧焦的胶层气味能毒死人。水刀呢?全程冷态,切口边缘连个倒角都不用修。去年我们给一家医疗器械厂做手术钳原型,材料是镍钛记忆合金,激光切完边缘显微裂纹多到吓人,换了水刀,粗糙度直接降到Ra3.2,客户当场拍板订了台设备。惊喜吧?
但这并不是说水刀万能——它也有脾气。比如切割高反光材料,像铜、铝,激光经常跳反射烧坏镜头,水刀倒是轻松啃下来,可切割速度真让人捉急。200mm厚的铝板,一个小时走不到100mm,老板在旁边看得直搓手。所以干这行,得学会跟厚度、材质、精度之间做妥协。没有最好,只有最合适,对吧?
三、现代水刀已经“成精”了
十年前的水刀,切个石板都歪歪扭扭;现在的水刀,装上动态补偿和自动寻边,简直就是数控界的“外科医生”。我见过最绝的案例:一家瑞士制表厂用 微型水刀,喷嘴直径只有0.2mm,配80目石榴砂,在0.5mm厚的蓝宝石玻璃上切出表盘刻度槽,精度±0.02mm。你拿显微镜看,槽底光洁度比蚀刻还好。这种技术叫 精密切割水刀,参数调起来要命——水压、砂流量、进给速度、靶距,错一个就废一片料。

还有更颠覆认知的:水下机器人搭载便携水刀,去拆解退役核潜艇的反应堆舱。因为水刀不产生火花和热,在易燃易爆环境下简直是唯一解。冷切割工艺在军工、核电、石油化工领域的应用,这几年突飞猛进。说句实话,高端水刀系统的核心技术仍被欧美几家巨头垄断,国产设备在压力稳定性和喷嘴寿命上还有差距,但追赶速度很快。
读者关切问答
问:水刀切割的精度到底能达到多少?我能用它代替线切割吗?
答:标准三轴水刀,切20mm厚的不锈钢,精度一般在±0.1mm~±0.2mm;加动态五轴补偿后,薄板(<1mm) 斜边可控制在0.05mm以内。要说完全替代线切割,还为时过早——线切割精度轻松到±0.005mm,但水刀加工不导电不热处理,对大型非金属或复合材料有绝对优势。如果你做的是模具镶块,老老实实线割;如果你切碳纤维或厚铝板,水刀爽得多。高效低成本,不二之选。
问:水刀和激光切割比,哪个更好?
答:这问题就像问“卡车和轿车哪个好?”——看你要干啥。激光快、精度高,但热变形和材料反射限制多;水刀慢,但什么材料都能干,厚度上限高几十倍。我见过20米长的船用钢板用水刀下料,激光想都不敢想。如果预算允许,两种设备互补,车间产能才会有质变。不过对于刚起步的小厂,先上水刀可能更“抗造”,因为它不挑材料。
四、水刀切割的未来:越来越聪明
现在的智能水刀,真的让人感叹。物联网远程监控,系统自己调整磨料供给;AI视觉自动扫描工件,生成最优路径;甚至能预测喷嘴寿命,主动提醒更换。前不久我去上海工博会,看见福禄(Flow)的新机,一键启动后,操作工居然捧着手机打游戏去了。我开玩笑说,这机器以后要取代的怕是工程师,不是工人。不过反过头来想,水刀系统的复杂调参依然需要经验积累——有些窍门,书里根本不写,比如如何根据回水颜色判断砂量,如何听声音辨堵孔。这些隐性知识,才是真正的护城河。
所以,水刀切割到底厉害在哪?它不是某项参数的碾压,而是提供了一种“非热、无应力、广谱”的解决方案。从切割航母装甲到雕琢手表零件,这玩意儿都能掺一脚。如果你正纠结选什么切割工艺,不妨去设备商那里打样试试。亲眼看过那束水刀划过,你大概就懂了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:水刀切割,究竟厉害在哪?——精密制造中的冷态革命 https://www.dachanpin.com/a/tg/56602.html