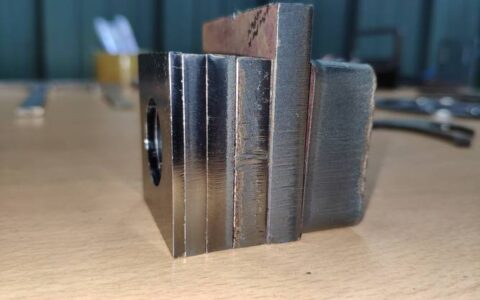
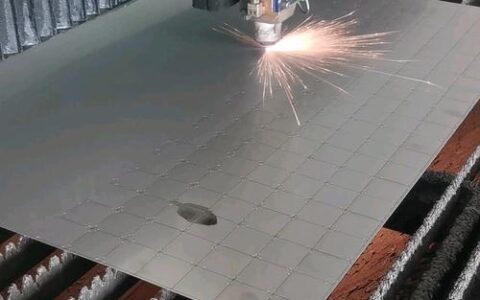
上礼拜去老李的车间,看见那台新买的等离子切割机,噗噗地冒着火花,切出来的板子边缘斜得跟狗啃的似的……老李居然还挺满意,说比以前用氧乙炔快多了。我上去按了个暂停,跟他说——你这割嘴已经烧穿了,还在用?他嘿嘿一笑,说没注意。没注意?这玩意儿烧穿以后,气流全乱了,切缝宽得能塞进一块钱硬币,还指望垂直度?
等离子切割这行当,说实话,入门门槛低得离谱,是个人培训两天就能上岗。但要想切得漂亮、省气、割嘴耐用,里边的门道深了去了。今天这篇,不扯那些说明书上都有的废话,就聊聊这些年我踩过的坑,和一些你可能没听过但真能救命的野路子。
等离子电源:不是功率越大越好,你被忽悠了多少年?
很多老板一上来就问:“你这机器多大功率?” 好像功率就是一切。错!大错特错!❗ 我见过120安的电源切12毫米碳钢,挂渣堆成小山;也见过60安的机器切16毫米板,切口跟激光似的。差别在哪?电流密度和弧压控制。有些国产电源,标称电流挺唬人,实际割炬里喷出来的弧,能量散得厉害,根本穿不透下面的冷金属。你去看那些厚板切割失败的案例,百分之八十不是功率不够,是穿孔高度没算好,或者转移弧没建立稳,强行下刀,把喷嘴憋炸了。
这里插一个QA:
问:等离子切割能切多厚的板?我听说有切50mm的,靠谱吗?
答:能切,但要看你怎么定义“切”。很多厂家宣传的切割厚度,指的是“最大穿孔厚度”,等你真让它连续割,边缘质量、垂直度全完蛋。实际生产中,高质量切割厚度通常只有穿孔厚度的一半。比如某款200安电源,宣传能穿孔40mm碳钢,但你要是要求断面斜度小于3°、几乎无挂渣,老老实实切20mm以下的板。另外,不锈钢更扯淡——热导率低,热量堆积,熔渣反喷,同样的电流,不锈钢切割厚度起码打个七折。还有一点:水下切割能降低热变形,但对厚度上限没任何帮助,别让人忽悠了。

记得有一次,切40mm的锰钢,按照参数表设的,结果刚穿一半,氧等离子气里的氧气比例稍微高了点,啪,电极烧出一个坑,割嘴瞬间报废。三百块的进口割嘴啊……那一刻我是真的想骂人。💡后来我学乖了,厚板穿孔一定要用小电流先打预穿孔,或者干脆钻个起割孔,省下的成本你算算,够给工人多发半月奖金。
割渣,永远的痛:为什么别人切完不用打磨?
割渣这玩意儿,分两种:高速割渣和低速割渣。高速割渣好办,走得快了,渣子像鼻涕一样挂在底部,一敲就掉;低速割渣才要命,它跟母材熔在一起,得用砂轮机磨半天。可问题是,很多操作工根本不知道自己是在哪种状态下干活!
你去看吧,十个有九个,割枪移动速度都是凭感觉。钢板材质稍微变一点——比如从Q235换成Q345,含锰量高一点,流动性就变了——还按原来速度跑,不出渣才怪。我现在的做法是:每次换板,哪怕同一批号,也要在废料上试割一小段,看火花流的角度。火花直直往下走,速度刚好;火花往前斜,太快了,渣来不及吹掉;火花几乎不见,慢得像蜗牛,割缝两边准有金属瘤。

问一个折磨了我很久的问题:
问:等离子切割不锈钢,挂渣特别严重,而且黑乎乎的,有什么好办法?
答:换气!别用空气等离子切不锈钢。空气里含氮,高温下跟铬反应生成氮化铬,又硬又黑。用氮气或者氮氢混合气,切割面会光亮很多,挂渣也脆,好清理。但如果你的设备不支持双气流,只能用空气,那就老老实实提高切割速度、降低割炬高度,让弧柱能量更集中,同时把割缝保护得死死的,减少氮气卷入。还有一个偏方:在钢板表面喷一层薄薄的防溅剂,能减轻表面氧化发黑,不过对挂渣作用有限——别抱太大期望。
耗材烧钱如流水?我在仓库里藏了一手
电极、喷嘴、保护帽、涡流环……这套东西是等离子切割的“子弹”。贵得离谱,尤其进口品牌,一个小小的铪丝电极敢卖你上百。我发现很多车间,耗材更换根本就是乱来。电极只要还能打火就用,喷嘴烧出椭圆了还在凑合,涡流环里的气孔堵了一半也不清。结果呢?割出来的活次品率飙升,割枪过热,最后连开关都烧化了——捡芝麻丢西瓜的典型。
我的经验是:电极凹陷深度一旦超过0.8毫米,赶紧扔。别心疼那点钱,一个过度损耗的电极会让电弧剧烈摆动,喷嘴分分钟报废,你还得搭上割不直的钢板。喷嘴更要注意,每天下班前用细钢丝捅捅出气孔,积碳能把气流扭曲成螺旋状,你表面上看还在切,其实底下早已一塌糊涂。
说到涡流环,大部分人压根不知道它是干什么的——它通过旋转等离子气,把弧柱压缩得更细更挺。如果气路里有一点水、一滴油,涡流环第一个堵,那时候弧就会散,切厚板立马露馅。所以我坚持在空压机后面装两级过滤:先滤水,再滤油,最后来个0.01微米的精密过滤。这笔投资,半年就从耗材费里回本了。
问:等离子切割机的引弧方式,接触式和非接触式,到底选哪种?
答:这个话题,厂家销售能跟你唠两小时,恨不得把对方技术批倒批臭。从实际使用来看——如果你切割频率高、而且经常切薄板(小于3mm),高压非接触引弧绝对优势:不磕割嘴,起弧边缘干净。但它有个死穴:电磁干扰大,周边数控系统不稳定的话,一天能给你死机八回。接触式用撞枪回抽引弧,便宜、皮实,干扰小,但确实伤喷嘴,而且面对蒙了锈、沾了漆的钢板,回抽那一下容易粘住。我们车间最终是两台机子都备着,粗活上接触式,精细活上非接触式,别让技术选型限制你的业务。
这些年,等离子切割技术确实在悄悄进化:精细等离子切割的精度已经快到激光门槛了,但成本只有激光的几分之一。很多钢结构厂,还在死守传统火焰切割,根本不知道现在等离子的切割斜度能控制在1°以内。你说可惜不可惜?
写到这里,突然想起五年前在山东一个小厂,师傅用一台老掉牙的等离子改装了数控,加上弧压调高,切出来的件居然敢给汽车厂供货。事在人为,设备是死的,人是活的。别总抱怨机器不行,先看看自己有没有把参数吃透,有没有在切割时蹲下来盯着弧光的颜色——那颜色会说话,只是大多数人没学过听。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:等离子切割:干了二十年,有些槽不吐不快 https://www.dachanpin.com/a/tg/56599.html