工装夹具:被忽视的利润杀手,这样搞才能降本增效
干了十五年机械加工,最烦的就是装夹。你猜怎么着,一套好夹具能让你效率翻倍,一套烂的能让你哭爹喊娘。上周车间那批活,就因为一个定位销磨损了0.02mm,整批零件报废了三分之一!老板脸都绿了…
说实话,工装夹具这玩意儿,设计好了是助力,设计不好就是灾难。很多人觉得不就是个铁疙瘩吗,有啥难的?——这种想法本身就挺要命的。
。说起来简单,六个自由度限制住,但你试试看,很多夹具设计出来过定位,零件一夹就变形。我见过最离谱的是一个压板压下去,工件翘起来了——因为支撑点没在同一个平面上。这哪是夹具,简直是刑具!
怎么避坑?✅ 虚约束尽量少用,除非你有绝对的制造精度。还有,夹紧力必须指向定位面,不能把工件顶跑了。有些设计图看着漂亮,一上机床就露馅。❗ 强烈建议:每次验收夹具,先用蓝油检查接触点,别急着上刀。
问:夹具设计时,定位和夹紧傻傻分不清怎么办?
答:简单粗暴地记:定位是确定位置,夹紧是保持位置。定位元件不能承受切削力,夹紧元件负责这个。很多新手把定位销也当夹紧销用,断是早晚的事。另外,
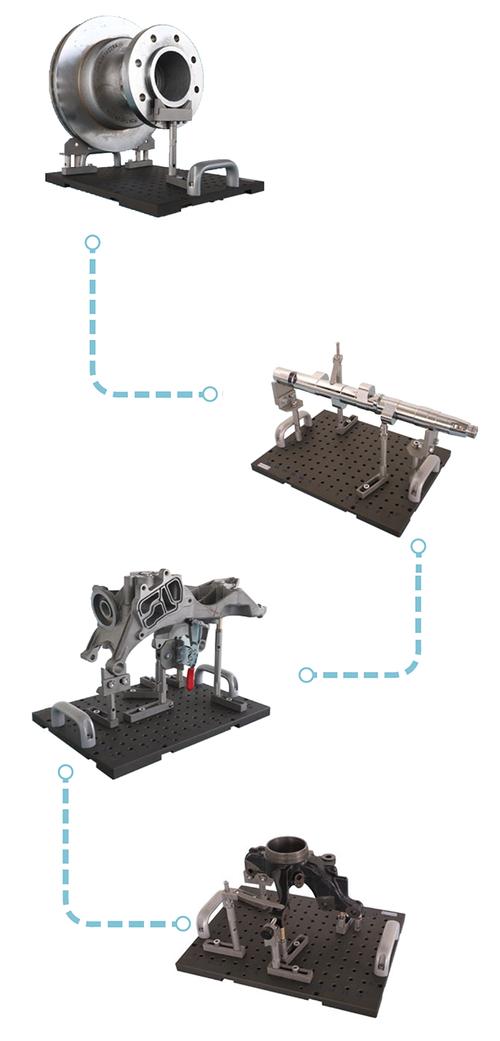
必须安排上。组合夹具听说过吧?槽系、孔系,搭建起来像乐高。不过说实话,国产的精度还是差那么点意思,尤其重复定位精度。用了几家,最后还是咬牙上了德国某品牌… 贵是真贵,准也是真准。
另一种思路是
问:模块化夹具是不是什么活都能干?
答:想得美。形状太怪异的零件,还是得做部分专用件。但大部分规矩形状,用标准基础板+可调支撑+标准压紧组件,解决80%的问题没问题。重点是积累自己的标准化模块库,别每次都重新发明轮子。
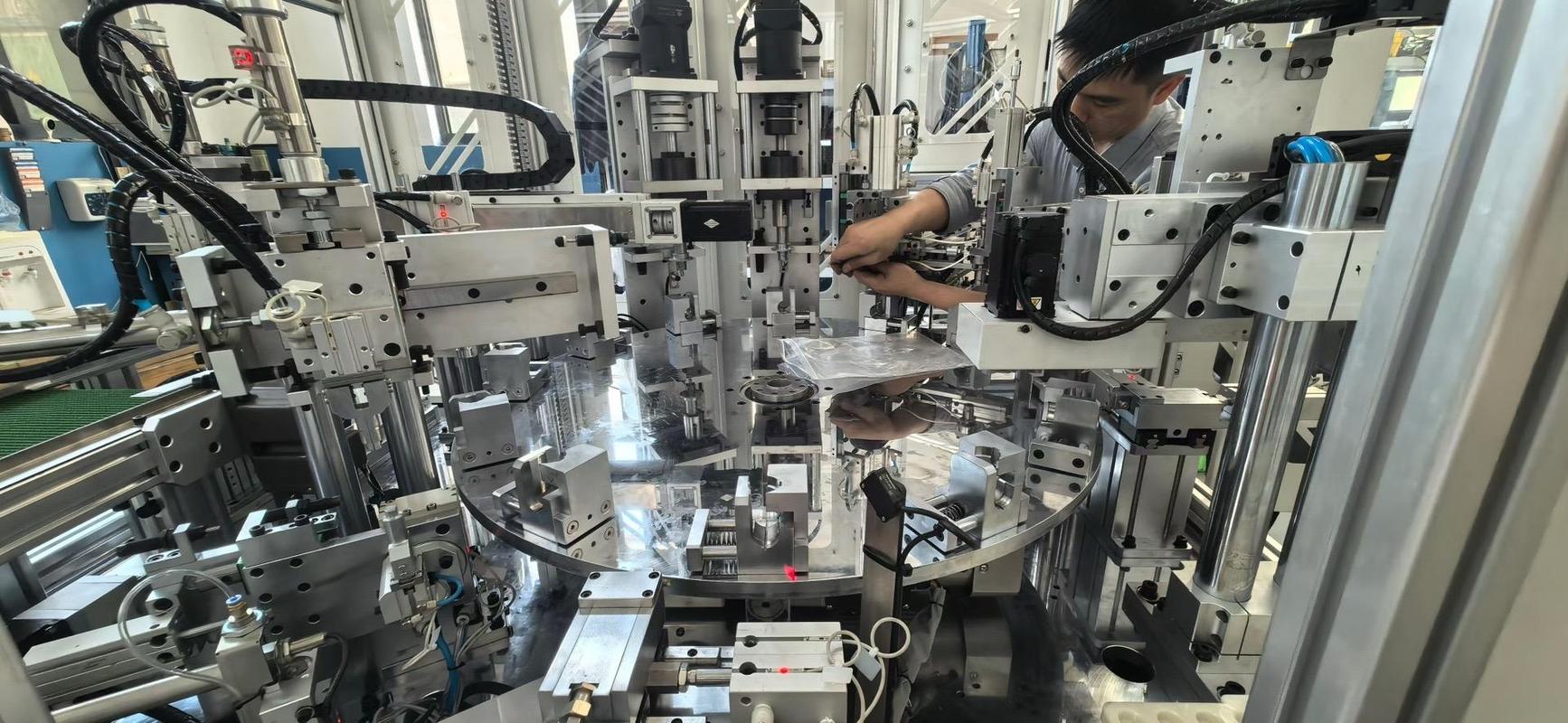
。自动化线上换夹具要快,还要保持高精度。我们用的一种零点定位系统,重复定位精度号称3μm,实际测下来5μm以内,够用。不过贵啊,一个定位单元几千块,整条线下来几十万就没了…
另外,夹具的状态监控也越来越重要。压紧力传感器、位置检测,不然机器人抓歪了都不知道,撞机就在一瞬间。我们吃过亏,现在所有自动线夹具都加装了气密检测,成本上去但保险。
说实话,不少搞自动化的同行都忽略了夹具,以为上了机器人就万事大吉。其实自动化越先进,对夹具的可靠性要求越高。💡 建议搞自动化改造前,先把夹具的
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:工装夹具:被忽视的利润杀手,这样搞才能降本增效 https://www.dachanpin.com/a/tg/57695.html