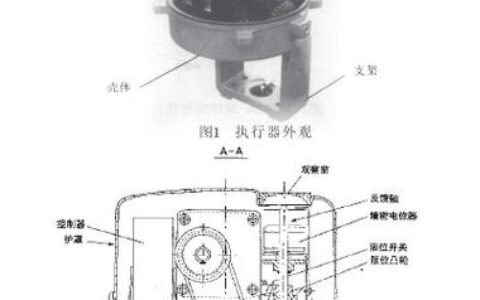
上周去一家汽配厂——那场景,啧啧。产线停摆两小时,就因为一个温度传感器信号漂了0.5%。主管脸都绿了。说实话,这种事儿我见太多了。传感器技术,说起来简单,做好?真难。
一、传感器不是万能的,没有传感器是万万不能的
对吧。很多老板觉得,装上传感器就万事大吉。错!大错特错。去年有个做精密注塑的客户,模具温度就偏差了2℃,一整批外壳件直接报废——损失小二十万。他们车间主任后来跟我抱怨:“明明装了温度传感器啊,怎么还会出事?” 我指了指那传感器上的油污和松动的接线端子,他就不吭声了。传感器只是眼睛,但如果你近视还不戴眼镜……看到的东西能靠谱吗?
问:我们生产线已经装了传感器,为什么还会出现意外停机?
答:停机往往不是因为传感器没装,而是装的位置不对、参数没设好,或者数据根本没被认真看。比如振动传感器贴在电机外壳上,但螺栓松动导致的异常频率只在特定方向明显——你如果贴在了背面,就等于全程盲人摸象。另外,采样率也是大坑。多数PLC默认100Hz采样,可有些高频故障信号需要500Hz以上才能捕捉。说白了,传感器只是数据源头,后面一连串的采集、传输、处理……哪个环节掉链子,结果都是“测了跟没测一样”。
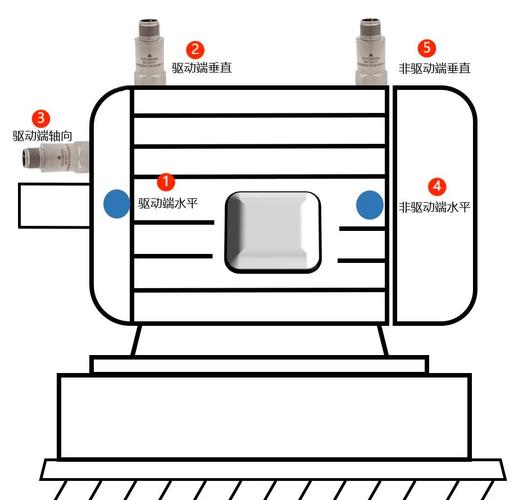
💡 所以啊,每次去现场,我第一件事就是看传感器安装。角度、紧固、屏蔽——差一点都不行。有一回在钢铁厂,高温环境下热电偶补偿导线被烤到绝缘皮发脆,信号忽大忽小,中控室还以为炉温乱跳,差点紧急停炉。拆开一看,一地碎塑料皮……这种事儿,真的就是细节决定成败。
二、从“能测”到“测准”,中间隔着多少坑?
精度,哼。太多人只盯着数据手册上的±0.1%,却不知道那是实验室条件——恒温、恒湿、无电磁干扰。实际车间呢?变频器嗡嗡响,电机一起动,地线上窜出几十毫伏共模噪声。压力传感器在这种情况下,读数能偏到姥姥家去。我曾做过对比,同一个压力变送器,在电柜旁和十米外,数值差了0.8%。0.8%啊!很多化工反应釜的压力报警阈值也就2%……所以,✅ 第一招:别信标称精度,老老实实在现场做比对校准。用标准器,或者至少拿两块同型号传感器互相验证。
问:传感器精度标称很高,但实际使用发现数据波动大,怎么办?
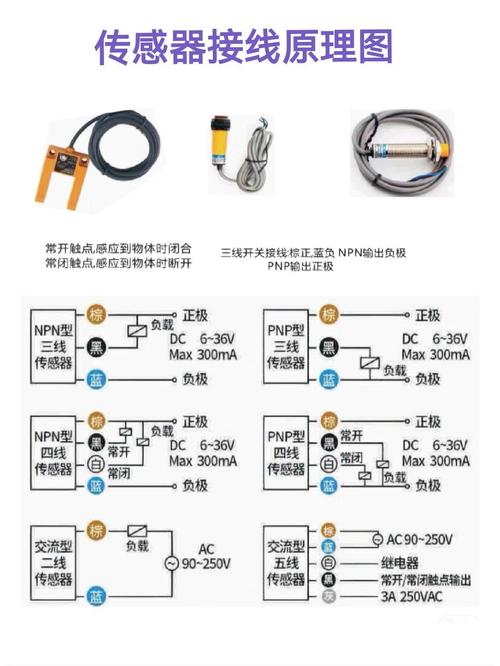
答:八成是电磁干扰(EMI),特别是模拟信号输出的传感器。先看屏蔽层是不是单端接地——两头接地形成地环路,比不接还糟糕。然后,信号线与动力线分开走,至少间隔30厘米。如果还不行,加隔离变送器或者直接用数字接口(IO-Link、CANopen)。数字信号抗干扰强太多,不过成本会上去。不过话说回来,因为传感器不准报废一批产品,那成本远高于换几个数字传感器吧?这笔账得算清楚。
❗ 还有个冷门坑:传感器自身的温漂。MEMS气压传感器,夏天在流水线烘箱旁边,内部温度一过60℃,零点漂移能到满量程的2%。有些厂商宣传“全温区补偿”,实测下来也就那么回事。我的土办法?在关键工位贴个廉价热电偶,监控环境温度,后期做数据修正——软件上费点功夫,但总比硬件升级省十万块吧。
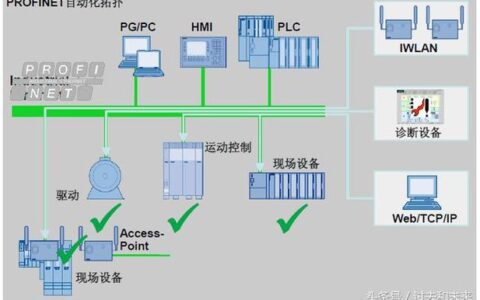
三、当传感器学会“说话”:边缘计算与智能预警

传统模式:传感器→PLC→上位机→数据库→人去看报表。等看到报警,黄瓜菜都凉了。现在呢?智能传感器直接把信号处理单元集成进去,边采集边分析,异常了立刻通过MQTT推送到手机。去年帮一家风电齿轮箱厂部署这种方案,振动传感器的内置FFT能实时抓取啮合频率边带,齿轮刚开始微点蚀就报警——提前三个月预警。厂长当时给我打语音,声音都是抖的:“老张,这得省多少钱啊!” 这种成就感,比吃顿大餐还痛快。
不过,智能传感器的配置可是个精细活。特征阈值设定太高,等于没装;太低呢?半夜报警不断,操作员最后直接关掉系统——💡 必须结合工艺人员的经验,反复迭代。还有,别迷信无线。车间金属反射严重,Wi-Fi、ZigBee信号衰减得离谱。我通常推荐有线以太网到边缘网关,再走光纤回中控,稳如老狗。
边缘计算听起来高大上,其实现在一个ARM Cortex-M7的MCU就能跑简单的神经网络模型,直接在传感器端预测轴承剩余寿命。工业4.0喊了这么多年,真正落地的,就是这些不起眼的、嵌在端侧的小芯片。它们让传感器从“哑巴”变成“哨兵”。
说到这里,有些企业主会问:“那我们是不是该把所有传感器都升级成智能的?” 没必要。先从易出问题的设备、高价值工位入手,慢慢滚动。一步到位?钱没处烧吧。
最后,别以为装完系统就完了。传感器也是会老化的——振动传感器的压电晶体灵敏度每年衰减1~2%,温度传感器的热电阻长期在高温下也会漂移。定期校准、更换,这些维护费省不得。否则,一两年后,你等于在闭着眼开飞机。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:传感器技术的工业实战:别让数据盲区毁了你的产线 https://www.dachanpin.com/a/tg/58424.html