传统砂型铸造的阵痛

十年前在铸造车间当学徒,我师傅叼着烟,用木尺敲打着刚刚脱模的砂型,嘴里念叨着:”这活啊,三分手艺七分运气。” 当时我盯着那个表面坑洼、要用腻子补半天的大铸件,心里憋屈——啥时候能摆脱这靠天吃饭的命?不料,风起于青萍之末,数字化已经悄悄摸进了翻砂工段。
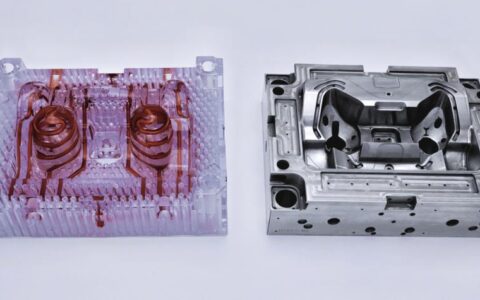
站在东营一家铸造厂车间里,我差点被扑面而来的粉尘呛出眼泪——但这毫不影响我的兴奋。你绝对想不到,那些巨大、丑陋的砂模,正在被一台徐徐移动的打印头重新定义。是的,3D打印砂型。没有木模,没有芯盒,只有数据流驱动的一层层硅砂与树脂的精准黏结。这事儿,十年前我听一个老师傅撇嘴说”瞎胡闹”,现在呢?他孙子正用这技术帮他补上了当年报废的涡轮壳砂芯。
传统砂型铸造,说起来都是泪。开一套金属模具,尤其是复杂内腔的,动不动几十万,周期一两个月。一旦设计变更?抱歉,模具焊了又铣,折腾到没脾气。老铸造人都懂——翻砂那门手艺,靠手感,靠经验,也靠运气。缩松、夹砂、浇不足……废品率能到10%就算老师傅烧高香了。❗
3D打印砂型的破局之路
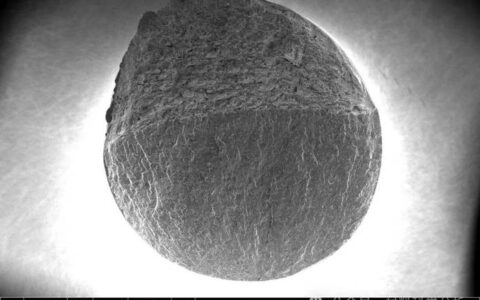
但眼下,3D打印砂型(也叫三维喷印成形)开始撕开口子了。原理不复杂:铺一层砂,喷一层粘结剂,逐层叠加。关键在材料和喷头控制。现在最狠的是能直接打印出0.3毫米壁厚的型芯,表面粗糙度能控到Ra25以内。💡
拿汽车发动机缸盖为例,水道、油道密密麻麻,传统制芯要十几套芯盒组装,公差积累让人头大。而3D打印可以一次成形整体砂芯,所有通道光滑过渡,不留披缝。材料上,主流用的是70/140目硅砂搭配呋喃树脂,固化后抗拉强度能飙到10MPa以上,足够扛住铝水冲刷。还有更狠的,直接掺入铬矿砂,用来浇注不锈钢,效果出奇。某重工企业用它试制六缸发动机缸体,从接到图纸到浇注出毛坯,只用了72小时。传统流程?至少45天。

问:这东西打印一个砂型成本得多高?小厂玩得起吗?
答:成本真得掰扯清楚。单件来看,打印比手工造型贵2-5倍。但你得算模具摊销、修改费用、时间成本。我们服务过的一家泵阀企业,年产量才200件的耐磨耐蚀叶轮,模具费省下来,半年就收回设备投资了。现在国产机器(像隆源、共享)出来,耗材价格也下来了,一台打印机一年打个千把吨砂子,单公斤综合成本已经低于手工造型的复杂件了。所以说,不是玩不玩得起的问题,是看账怎么算。✅
问:听说3D打印砂型发气量大,铸件容易出气孔,怎么破?
答:这是个老问题了,也确实困扰过一阵。现在基本两大路线:一是开发低发气量的粘结剂,比如无机粘结剂或者改性酚醛;二是靠后处理——打印完了进烘箱,低温固化再高温焙烧,把挥发分赶干净。还有狠招,就是型芯表面刷特种涂料封闭。我们试过一种纳米石墨涂料,发气量能降40%以上,成品率立马拉高。当然,每个厂得根据自己的合金和铸件结构调参数,没万能药。
从仿真到现实:数字孪生护航
汽车方面,新能源汽车的电机壳、逆变器箱体,薄壁复杂还要求导热,传统砂铸脱模拔模斜度搞死人,3D打印直接零斜度成形,壁厚均匀得让人流泪。航空更不用提,单晶叶片用的陶瓷型芯,精度要求变态,现在用光固化3D打印陶瓷,再把陶瓷型芯放到蜡模里,熔模铸造的老树开了新花。
不过说实话,这行还没到躺赢的时候。打印效率对于大批量还是不够看;工艺模拟软件还必须嫁接起来,不然试错成本全转到虚拟端。现在很多厂搞数字孪生,把砂型打印——浇注——冷却全过程仿真,连缩孔位置都能预测个八九不离十,这才叫”免检”底气。我见过一家厂,屏幕上一团熔融金属液在三维模型里翻滚充型,旁边实时显示温度场,那种掌控感,啧啧。
未来:模具永生还是消亡?

铸造这行,外人看来土得掉渣,但真扎进去,你会发现它比绣花还精细。3D打印不是要革传统砂型命的,而是往工具箱里塞了把瑞士军刀。用不用,怎么用,全看手艺人的脑子活不活。对了,最近看一篇文章说”无模铸造”是趋势,我冷笑一声——模具永远会有,只是形态变了,从钢铁变成数据。这也许就是文明的印迹吧。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:铸造工艺的精度突围:当3D打印撞上千年砂型 https://www.dachanpin.com/a/tg/58465.html