你花了多少功夫在模具上?设计、编程、机加……然后热处理出来,弯了。废了。那种感觉,啧,别提多憋屈。说实话,干这行,谁没交过学费?但是,有些学费真不该反复交。变形这事儿,玄学吗?不是。有规律,只是很多人懒得深究。我见过最夸张的,一套汽车覆盖件模具,淬火后扭曲超过2毫米,直接报废,几十万打水漂。💸

一、变形的代价:不只是废品
想想看,从备料、粗加工、半精加工,一道道工序下来,人工、刀具、机床折旧……就因为最后那一下热处理没控好,全白干。更恼火的是,有时候变形是隐性的,当时量着还能用,上线冲压没几天,裂了。或者更阴险——慢慢地、悄悄地,尺寸稳定性没了,零件装配不上。这些暗亏,吃得还少吗?所以,热处理变形必须死磕。不是大概齐,不是凭手感,是数据、是分析、是较真。
记得刚入行那会儿,师傅叼着烟,指着盐浴炉说“快搅!匀了才行”。那时候控温就靠一个动圈表,准不准全靠运气。现在?五花八门的设备,什么可控气氛、真空、盐浴、流态床……可变形问题解决了吗?好了一点,但远没到高枕无忧的程度。因为设备先进了,不代表人的脑子也跟着升级。
二、那些年我们反复跳的坑
加热速度过快——尤其是高碳高合金钢,比如Cr12MoV、D2、SKD11,它们导热差,升温快了内外温差大,热应力直接就给你来个“内裂”或者变形。有人催活,拍胸脯说“没事儿,烧快点”,结果没等进保温段,嘎嘣儿一声脆响,炉子都跟着哆嗦。❗
淬火介质乱选——油、水、PAG聚合物,各有各的冷却特性。有些厂子一个槽子用到底,也不检测老化,冷却曲线早就变了。明明该用快速光亮油,偏要省事用普通机油;本可以用等温分级淬火来减少变形,却直接扔水里。工件一下去,滋滋啦啦,淬硬层不均匀,翘曲更离谱。
回火偷懒——不少操作者以为淬火出来硬度够了就万事大吉,只搞一次低温回火,残留奥氏体多得很。放过一段时间,哈哈,时效变形开始了,原本合格的尺寸,现在超差了。二次回火、甚至三次四次,对高合金钢来说是必须的,每次回火后还得冷到室温再进炉,这才能稳住组织。
问:为什么我的Cr12MoV模具热处理之后尺寸总是胀大,工艺明明都一样,就是不稳定?
答:这个问题太典型了。Cr12MoV淬火后会残留大量奥氏体,奥氏体的比容比马氏体小,所以刚淬完火时体积是略收缩的。等到回火,尤其500℃以上回火,残奥向马氏体转变,比容增大,尺寸就膨胀。如果你工艺参数(温度、时间)稍微波动,转变量就不一样,胀大量跟着变。解决办法?一,严格控制回火温度和均温时间;二,加一道深冷处理,-80℃往下,让残奥尽量在淬火后立即转变,再回火就稳当得多。现在好多高精密模具都必须走深冷流程,看似多花钱,实际省了返工钱。💡
三、新技术:数字化不是花架子
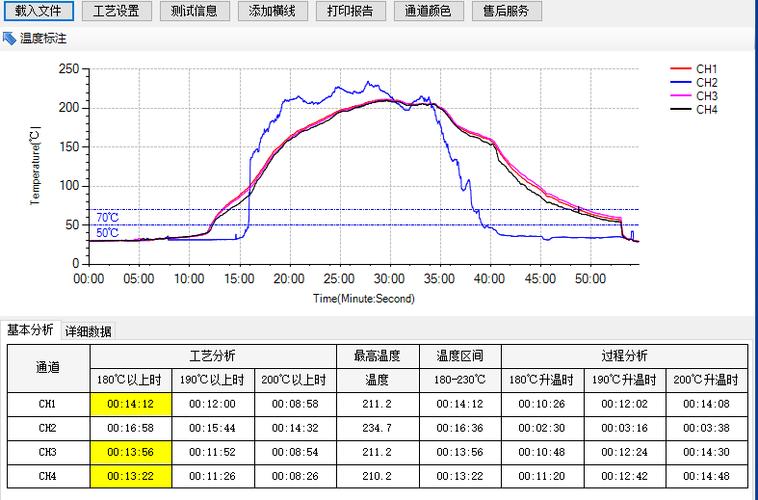
一说工业4.0、智能制造,有些老师傅就撇嘴,“那些电脑玩意儿能比得上我三十年手艺?”这话不全错,可也别全对。就拿炉温均匀性来说,过去测一次“九点测温”要绑一堆热电偶,现在无线炉温跟踪仪跟着工件进炉,全程曲线都给你记录得明明白白。前阵子我在一个做冲压模的客户那里,发现每次靠近炉门位置温度低了30℃,把装料方式调整后,变形率从5%降到1%以下。数据说话,不服不行。✅
还有热处理过程模拟软件,比如DEFORM、Simufact Forming,能把加热、淬火、回火的变形趋势算出来。以前试模靠报废来攒经验,现在电脑上先跑几十遍,工艺窗口一下就清晰了。当然,模型需要准确的材料数据,边界条件也不能瞎设,否则“垃圾进垃圾出”。但趋势是挡不住的,大厂早就在用了,小厂不跟上,差距就越来越大。
问:都说真空热处理变形小,那是不是所有模具都该上真空炉?我正想添设备。
答:别冲动!真空炉加热均匀,无氧化脱碳,某些场合确实变形控制更优。但它不是万能药。首先,真空环境下有些合金元素会蒸发,比如含铬高的材料,表面可能贫铬,影响性能。其次,真空淬火靠气体冷却(氮气、氦气),冷却速度有限,大截面工件心部硬度可能上不去。再者,真空炉价格高、维保复杂,量小的话划不来。选设备得看你的具体产品,薄壁件、精密件适合真空,厚大的或者量产的,可能气氛炉更实在。
四、跟变形死磕的实用招数
说一千道一万,落地最重要。几条血泪经验,收好:
- 预热、预热、再预热——复杂件、大件,低温进炉,650℃和850℃分段预热,应力先释放一部分。
- 合理装炉——工件别堆叠,留出循环空间;易变形部位加上固定工装,别指望“自然矫正”。
- 淬火介质温度管理——油温控制在60-80℃,水温最好不超过30℃,PAG按比例调配并定期检测浓度,别凭感觉倒。
- 深冷处理规范——淬火后(冷至室温)立即进深冷箱,-80℃到-196℃视要求定,保温1-2小时/25mm壁厚,然后马上回火。
- 记录数据,建立工艺档案——每炉的升温速率、保温时间、冷却方式、出炉检查结果……一本烂笔头,顶得过最贵系统。数据攒多了,你就有自己的“变形预测大脑”。
我经常跟年轻工程师说,热处理是一门“中间工序”,却决定着最终命运。别把它当成简单的“烧红了往油里一扔”,那是退回到铁匠铺时代。你得懂材料、懂应力、懂热交换,还得有一点儿“炉前艺术”——听声音、看火色、闻味道,那种直接体验,任何传感器都替代不了。但是,数据能帮你把这种艺术变成可复制的科学。
最后,变形控制没有终点。新钢种、新工艺不断出来,保持点好奇心,多去展会转转,多翻翻文献,多和同行吹吹牛,没准儿哪个灵感就让你省下几十万。共勉。🔧
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:热处理变形控制:别再凭运气,这些门道你得懂 https://www.dachanpin.com/a/tg/58490.html






