锻造工艺的分叉路口:模锻还是自由锻?
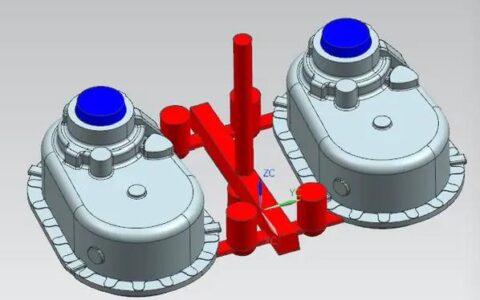
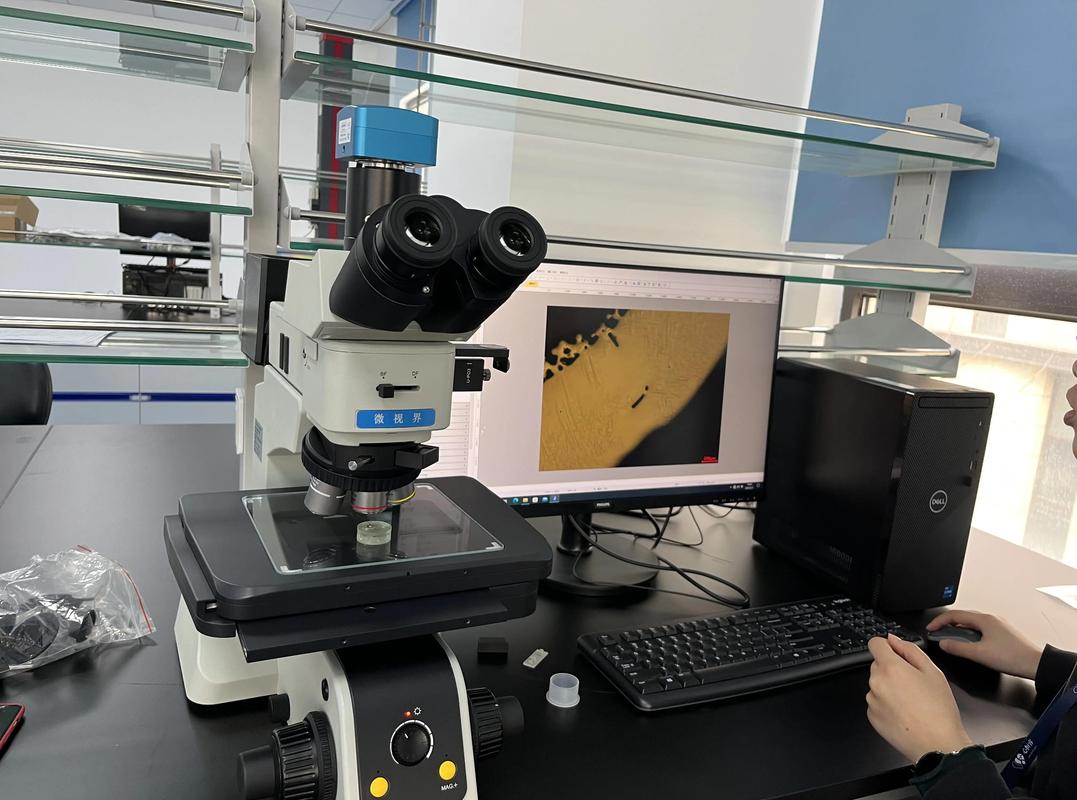
这选择,很多时候让人纠结得要命。自由锻,靠操作工手艺,上砧、下砧,翻转、拔长,适合单件小批,那些几十吨重的大型船用曲轴,就是拿钢锭在自由锻水压机上一点点“揉”出来的。但它的余量极大,后续切削量能吓死人,材料利用率常常不到30%。看到那些切下来的钢屑,心都滴血。 而模锻,尤其是精密模锻,简直是另一个极端。毛坯在封闭的模具型腔内流动,成型后表面光洁度极高,尺寸精度能达到IT7~IT9,根本不用怎么加工。✅ 用在汽车连杆、航空叶片上,再合适不过。但模具成本高啊,一套精密锻模,几十万上百万很正常,量小的话根本划不来。 ❗可是,这几年有个趋势——等温模锻,模具和坯料都保持在相同高温,材料超塑性流动,成型力极小,能锻出带复杂筋条的薄壁结构。我第一次见等温锻出来的钛合金整体叶盘,那种网状筋条的精密度,感觉就像3D打印出来的。真不敢相信是锻件。 问:为什么航空发动机叶片必须采用精密模锻?它的优势到底在哪里? 答:这个嘛,叶片是高速旋转件,承受离心力、气动力和热应力,任何一个内部缺陷都可能导致灾难。精密模锻能形成完整的锻造流线,让晶粒沿叶身方向延展,疲劳强度提升30%以上。而且表面完整性好,流线不被切断,抗应力腐蚀能力也强。再说了,叶片型面复杂,后续抛光工作量极大,精密模锻能把加工余量压到0.3mm以内,这省下来的五轴数控加工时间,折算成成本,你算算?温度的艺术:热锻、冷锻与温锻的真实战场
温度是锻造工艺的灵魂,我常这么说。 热锻,把金属加热到再结晶温度以上,塑性好,变形抗力低,能搞大变形。但氧化皮是个大麻烦,厚度波动直接吃掉精度。而且,热胀冷缩导致的尺寸分散,让人头疼。你见过精锻车间里那场景吗?红彤彤的毛坯进去,脱模剂燃烧的烟雾弥漫……其实操作环境很恶劣。💡 冷锻,室温下干。精度极高,表面光洁,材料利用率能超过95%,而且冷作硬化让强度进一步提升。小齿轮、火花塞壳体这类零件,冷挤压效率高得吓人。可问题是,金属在冷态下变形抗力巨大,模具寿命短,内应力还需要后续去应力退火。有一次试制一种异形活塞销冷锻件,模具崩了三次,压力机过载报警,简直崩溃。 而温锻,取了个巧,加热到再结晶温度以下某个区间,既降低了变形抗力,又避免了严重氧化,精度介于热锻和冷锻之间。近些年新能源汽车电机轴,很多就用温锻+冷精整的复合工艺,成本和质量平衡得不错。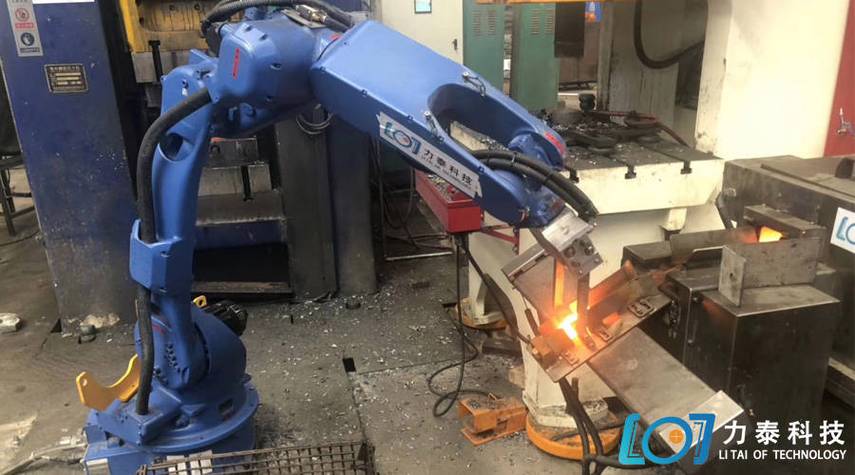
锻压设备的进化:从蒸汽锤到智能伺服压机
设备这块,变革太快了。我入行时,车间里还响着蒸空两用锤那种地动山摇的巨响,现在几乎绝迹。数控液压机、电动螺旋压力机成了主流。为啥?能量精确控制啊。螺旋压力机的滑块能量由飞轮转速决定,伺服驱动调节到转每分钟,打击力重复精度能到1%以内。你们可能不知道,这种精度对于飞机结构件的精密锻造太关键了。 还有,现在很多厂里的智能锻造生产线,从感应加热、辊锻制坯、模锻、切边、热校正,全部由机器人串联。数字孪生系统实时模拟模具磨损,预测剩余寿命。我见过一个画面:大屏上显示着模具温度场、应力分布,超过阈值就预警。说实话,以前靠老师傅摸锤头温度、听声音判断模具状态,现在全变成数据驱动了。这种冲击……有点让人既兴奋又怀旧。 不过,成本呢?一条全自动线动辄几千万,中小企业根本玩不起。我认识个做法兰锻件的老板,咬牙上了一条线,结果产品换型频繁,柔性不够,机器人抓手三天两头换,调试时间比生产时间还长,最后又改回半自动。所以啊,智能化不是买设备就完事,得匹配自己的订单结构。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:锻造工艺深度探析:从铁砧到智能压机的精度革命 https://www.dachanpin.com/a/tg/59021.html