干了二十年铸造,最恨什么?气孔!缩松!裂纹!——还有永远调不好的工艺参数。简直让人抓狂。你猜怎么着,即便到了2025年,很多厂还在凭老师傅的手感干活,一出问题就加冒口、改浇道,结果越改越糟……说实话,搞铸造的哪个没半夜被电话吵醒过——铸件报废,整炉完蛋。今天不扯虚的,就聊点车间里的硬核痛点,以及这两年我们踩过的坑和看到的新路。
砂型铸造?古董手艺也得数字化
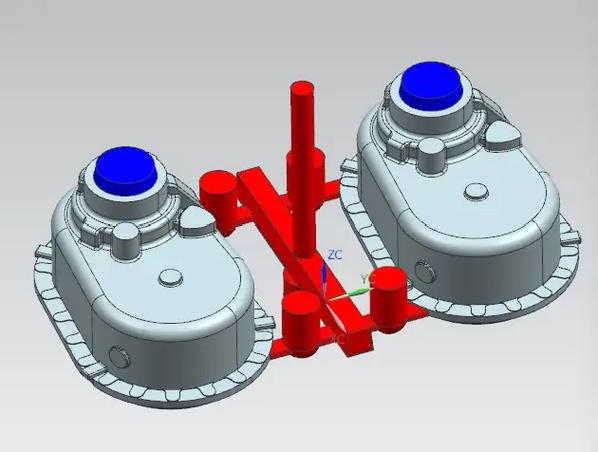
别小看砂型铸造。汽车发动机缸体、机床床身,大多还是它。但砂型问题的祖宗——紧实度不均匀、透气性差、水分控制烂。去年我们在一个缸盖项目上,气孔废品率飙到12%,查了三天,发现是混砂机的在线检测探头脏了,水分显示假数据。换探头,气孔降到2%。
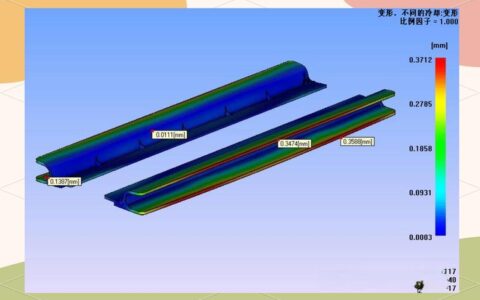
现在数字化工具不少。MAGMA模拟,能算充型凝固过程,清清楚楚看到哪会卷气。用3D打印砂型,芯子直接打出来,省掉模具,复杂油路一次成型,变形量反而比传统小。但你得会用啊,参数设不对,模拟也是白搭。
问:模拟显示没问题,实际浇出来还是有缩松,怎么回事?
答:模拟的边界条件,比如换热系数,你用的是软件默认值吧?那玩意儿根本不靠谱。必须反推校准,拿实测温度曲线来拟合。另外,浇注温度现场一包一包地掉,你按固定值输?动态喂!说白了,别把模拟当算命,它是个对比工具。
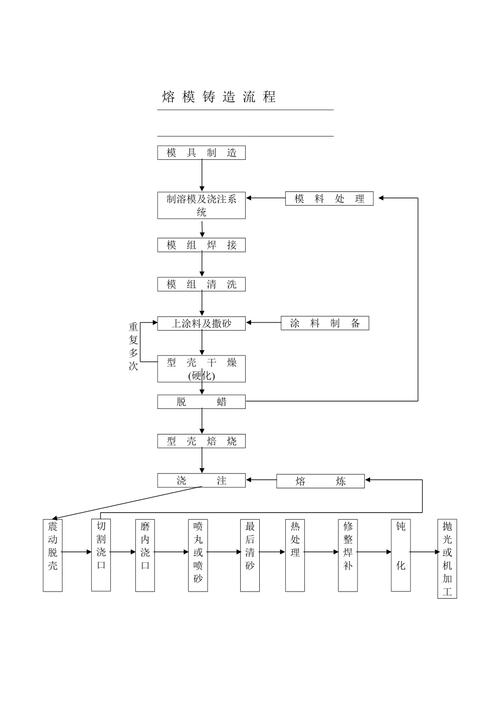
熔模铸造:表面光洁的秘密与代价

做精密件,熔模铸造表面确实漂亮,Ra3.2甚至更低。但那层型壳,搞不好就让你哭——面层涂料起泡、脱蜡时裂壳、浇注后跑火……我们做航空叶片,光型壳方案就试了十七八次。有一次,刚脱完蜡,壳裂了三条,整树报废,损失十几万。最后发现是环境湿度波动超过5%,硅溶胶壳对湿度太敏感。
再说蜡模。注射压力、保压时间、模具温度,一个不对,蜡模变形0.2mm,到后续修都修不回来。有些厂为省成本用回收蜡,灰分高,型壳焙烧后残留渣孔——这种缺陷查到你崩溃。
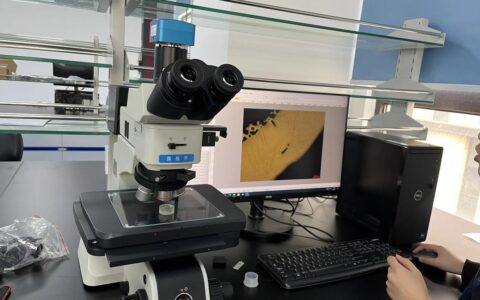
问:都说熔模铸件内部质量好,为何我们还检出夹杂?
答:多半是脱蜡不净或者型壳焙烧不完全,有机物残余。还有钢水脱氧不到位,二次氧化。买个便宜的氧氮仪,每炉测,比事后切片靠谱。
压铸:速度与缺陷的博弈
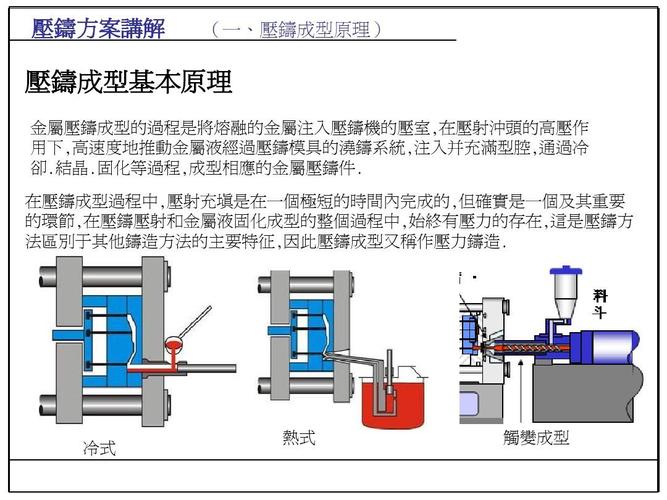
铝合金压铸,效率是真的高,但卷气、缩孔也是先天病。以前靠真空压铸,抽到50mbar以下,缺陷少一半,但设备维护贵。这两年半固态压铸开始起来了,浆料像牙膏,流动平稳,没有紊流卷气,做结构件刚好。我们在试制副车架,用半固态,抗拉强度提了20%,延伸率翻倍。
现在还有在线X光实时监控,压出来马上扫,异常直接报警调参数。德国那套系统,一条线投资过千万,但算算废品率从8%降到1.5%,两年回本。不过这玩意对模具要求也变态,H13钢得搞氮化+PVD涂层,不然黏模黏到你怀疑人生。
问:压铸件热处理后起泡,什么原因?
答:内部有气体!要么是熔炼除气不彻底,要么是充型卷气。先测密度,低于2.6就别做T6。高真空+模温控制做好,不然别碰热处理。
说点掏心窝的,铸造这行,经验重要,数据更重要。但别尽信书,也別死磕理论。有时候车间湿度大一点,该把涂料里面多兑点酒精,就这么简单的事,教科书上不写。下回聊聊3D打印砂型的后续清理,有坑我也趟过。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:铸造工艺的痛点与突围:别让气孔和缩松毁了你的铸件 https://www.dachanpin.com/a/tg/59015.html