别跟我谈什么六西格玛神话。我干这行十五年,见过太多黑带项目不了了之——不是因为方法不行,是人不行。去年我们厂推DMAIC,辅导老师一走,一切照旧。但就有一件事让我改观。今年初,涂装线的一次颗粒物缺陷飙升,逼得我不得不自己扛起Define的大旗。说实话,一开始我连SIPOC都画不利索。✅ 但那张图救了我们。
定义(Define):找出真正的Y,别绕着走
大部分企业的通病:问题还没定义清楚就急着要数据。当时涂装线缺陷率从1.5%跳到4.3%,生产部一口咬定是前处理的脱脂液该换了。真是这样吗?我拉上工艺、设备和质检,花了整整一下午,就干一件事——把客户的声音翻译成CTQ。你会发现,客户投诉的是“表面颗粒”,但根源可能根本不是前处理,而是烘箱的过滤网破了。💡 这个阶段最忌讳啥?把老板的嗓门当客户需求。我们搞了个简单的项目章程,目标定得死死的:四周内将颗粒物缺陷降低至1.0%以下。别贪多。

问:“我们小厂,没有专门的六西格玛推进委员会,Define会不会流于形式?”
答:流不流形式看人。就算只有三个人,拿张A3纸,左边写问题描述,右边写影响范围,下方签个名,这就算章程。关键不是模板多漂亮,而是所有相关方对“痛点”的理解有没有对齐。我曾经在一个只有50人的冲压车间,直接用白板笔在窗户上画SIPOC,效果比什么系统都好。
测量(Measure):数据会说谎,包括你相信的那些
测什么?怎么测?量具靠谱吗?——这三个问题能劝退一半的新手。我们涂装线那回,拿到第一个月的缺陷记录,我差点就信了。直到做了个简单的属性一致性分析(嘿嘿,就那个让检验员看50个样品的活儿),发现三个质检员之间的判断一致率只有67%!❗ 连缺陷都分不清,前面的数据全是垃圾。后来我们重新培训,统一了标准,还买了放大镜,才敢说拿到的是能用的数据。过程能力分析一做,CPK只有0.8,不改善才怪。
说实话,测量阶段特别磨人,往往要花掉整个项目30%的时间。但这一步偷懒,后面分析全是空中楼阁。我们测了烘箱温度曲线、前处理液浓度、环境颗粒度……最后锁定烘箱区的上下温差不稳定,波动能到15℃。这玩意儿,靠拍大腿绝对想不到。
分析(Analyze):别以为鱼骨图就是分析
鱼骨图画得再漂亮,不验证也是白搭。我们从测量阶段抓到的几个嫌疑因子——温差、链速、过滤网状态、脱脂液老化——开始上假设检验。双样本T、方差分析……软件跑起来不难,难的是理解实际显著性。温差是统计显著,但把烘箱修好后,缺陷率只降了0.4%,根本不够。最后发现,真正的“王炸”是袋式过滤器的规格错了!原来,半年前换了一家供应商,供的过滤袋精度从10μm变成了20μm,因为采购说“便宜一半”。🤯 当时那个心情,又气又好笑。数据不会说话,人会。我们把过滤器换回10μm,颗粒物缺陷直接掉到0.9%。
去年搞一个弹簧热处理工艺优化,我好死不死非要上全因子DOE,结果四个因子两个水平,做了16组实验,数据一堆交互作用把我看懵了。事后才醒悟,先做筛选试验啊!😤 经验都是用血泪换来的。所以,别一上来就搞大设计,先用你的工程知识筛掉明显不重要的因子,再集中火力。
问:“分析阶段要用太多统计工具了,我没学过六西格玛,能搞定吗?”
答:完全能,就怕你被工具绑架。先上最简单的分层法和柏拉图,八成的问题都能定位到。我们工厂的绿带培训就强调一句话:能用图形解决的别用假设检验,能用假设检验解决的别上DOE。实在搞不定,Excel的数据分析工具包也够用。重要的是逻辑:Y=f(x),你得把x排队,一个个验证,而不是同时试三个变量,那样永远不知道谁在起作用。
改进(Improve)与控制(Control):别让改善变成一阵风
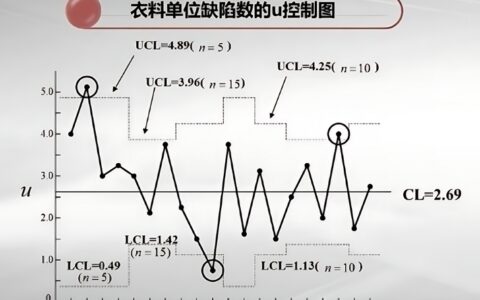
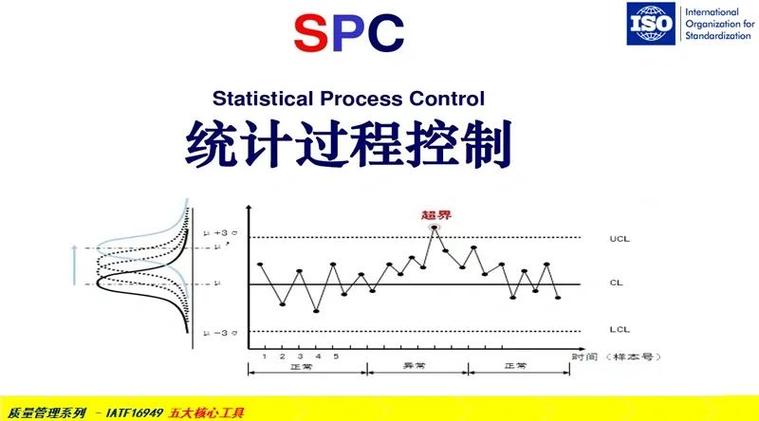
找到根因,改起来反而快。我们干了几件事:修订过滤袋规格并加入进厂检验标准、烘箱增加温度自动调节、制定巡检频次。但最关键的还是控制阶段。老吴——那个快退休的设备班长——给我泼冷水:“你们这些花架子,我见多了。三个月后保准反弹。”这话刺耳,但真实。所以我们设计了控制图,把过滤袋压差和烘箱温差挂上SPC,每天点检;还把更换过滤袋的作业拍成视频,放进设备点检APP里。到现在半年了,缺陷率稳定在0.7%~1.1%之间,CPK提到1.67。❗ 这东西不就是预防么。
说实话,DMAIC最容易被忽略的就是控制计划。好多项目,改进完就庆祝,然后下个月一切如旧。如果你不想成果打水漂,一定把改进措施写进流程文件、写进绩效考核。听起来很官僚?但实际管用。我们甚至把滤袋异常发现纳入工人的微小改善提案奖励,积极性一下子就炸了。
问:“DMAIC和PDCA,我搞混了,到底有啥区别?”
答:简单粗暴点——PDCA是日常管理,比如清洁设备;DMAIC是攻坚克难,比如把一次直通率从85%提到95%。后者更强调严谨的数据驱动,尤其测量和分析阶段。你可以把DMAIC想象成PDCA的超强升级版,带了一大堆统计武器。但如果你只想做点小改善,PDCA足够了,别动不动就DMAIC,杀鸡不用牛刀。
回过头看,那次涂装线的改善,省了每年近70万的返工和客诉损失。但我收获更大的,是明白了六西格玛不是一堆工具,而是一种对问题的耐心和尊重。说到这儿,忽然想起那个经典的调侃:六西格玛就是让工程师用复杂的语言解释简单问题的活动。笑完,我还真反驳不了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:六西格玛(DMAIC):车间里的血泪与顿悟,一位黑带的真心话 https://www.dachanpin.com/a/tg/60811.html