热处理?不就是把铁烧红了往水里一丢吗——十年前我也这么想。直到亲眼看着价值几万块的模具在淬火油里裂成两半,才明白这行当水有多深。说实话,这个看似粗糙的加热冷却过程,其实是金属材料科学里最微妙的艺术。今天咱们不聊教材上那些干巴巴的定义,直接说点扎心的现实:变形和开裂,才是热处理车间最让人头疼的日常。
“四把火”烧的不是木头,是金属的灵魂
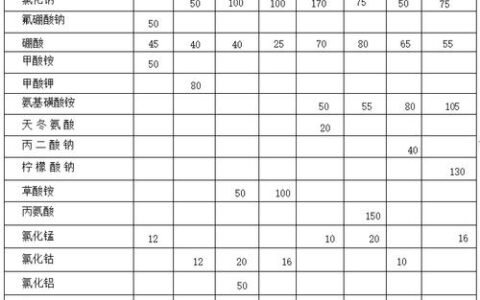
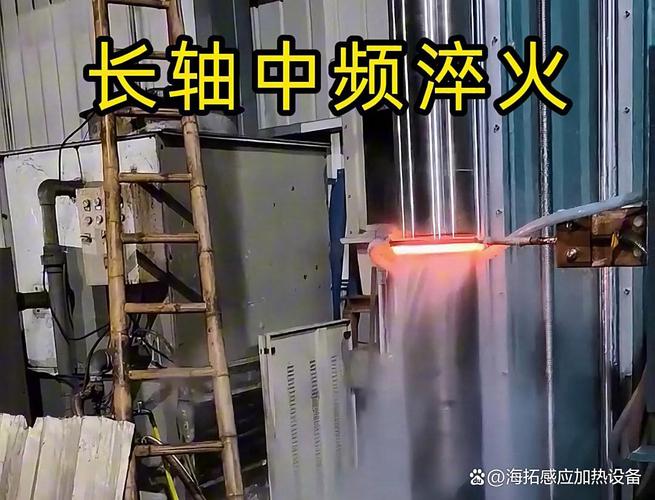
退火、正火、淬火、回火,号称热处理四大金刚。但你要真以为它们只是温度不同,那就太天真了。比如退火,很多人觉得就是“慢冷却”,可你试过把高碳钢在炉子里闷十几个小时然后让它随炉缓冷吗?一觉醒来,表面脱碳层够你磨半天。淬火更是刺激,我见过新手操作员把通红的长轴从炉子里夹出来的时候手抖了一下,入油角度偏了那么一丁点——整个轴弯得跟香蕉似的,直接报废。
这里面有个很反直觉的事:冷却速度不是越快越好。油冷、水冷、聚合物淬火液,选哪个?得看材料。曾经有一批45钢齿轮轴,图省事用了水淬,结果硬度是上去了,可齿部裂纹惨不忍睹。后来换成快速淬火油,变形量立马下来了。所以啊,淬火介质的选择,有时候比加热温度更重要。❗
变形开裂——热处理的噩梦
你以为应力是鬼故事?它实实在在存在。加热时热应力,相变时组织应力,两者纠缠在一起,简直能把工件扭成麻花。特别是薄壁件、长轴、不对称结构,热处理后不变形才是奇迹。有一次加工一种壁厚2mm的套筒,渗碳淬火后圆度直接超差,报废率30%。老板脸都绿了。
怎么办?💡方案有几个:一是预留加工余量,热后精磨,但成本高;二是设计上改进,比如加加强筋、避免直角;三是工艺上做文章,比如预热、分级淬火、等温淬火。最后这个等温淬火真是个好东西,变形极小,不过效率嘛……传统老炉子干等温,那时间够喝好几壶茶了。但现在有真空等温淬火炉,自动化程度高,控温精准,虽然价格贵,但产品良率提升的那点价值,三个月就回本。✅

问:我们厂做的小轴总是淬火后弯了,咋整?
答:先检查加热均匀性,是不是局部过热?建议用井式炉吊挂加热,入油时保持垂直,上下窜动。油池搅拌也很关键,别让死角有蒸汽膜。再不行,试试预冷淬火——先从炉里夹出来在空气中晾个半分钟再下油,减小热冲击。这个土办法有时候比花哨的模拟软件管用。
问:为什么同样的工艺,冬天变形比夏天严重?
答:被你说中了。淬火油的粘度受温度影响贼大,冬天油稠,流动性差,冷却不均匀。很多厂给油槽加个加热器,控制油温在40-80℃,变形率明显稳定。还有环境温差,工件从炉里到淬火槽的转移时间,冬天冷得快,容易淬不上火。所以油温管理别不当回事。
表面功夫:渗碳、氮化,真不只是多一层皮

表面化学热处理,最常见就是渗碳和氮化。有人以为这跟刷漆似的,给零件穿个盔甲。错!渗碳是碳原子往里面钻,形成梯度组织,表面硬心部韧。氮化更绝,直接在表面生成氮化物,硬度极高,而且变形极小——因为温度低,才500多度。但是,氮化层薄,怕撞击,而且如果调质做不好,氮化后心部太软,一压就塌。所以预处理不能省,调质后的索氏体组织是渗氮的最好基础。我记得给一种注塑机螺杆做渗氮,硬度要求900HV以上,前期调质硬度均匀性没控制好,渗氮后局部硬度差了几十,客户不收货,全部重做。那种懊恼,哎……

现在有些厂搞离子氮化,真空室里面噼里啪啦打弧,氮离子直接轰进表面,速度比气体氮化快,还节能。但设备调试麻烦,打弧打不好表面麻点,又是废品。所以别只看新技术光鲜,背后的工艺稳定性才是命门。
说到底,热处理是个经验积累的活儿。书本上的数据再漂亮,到了车间,炉子一开门,气温、装炉量、操作员手法……全是变量。所以啊,慢慢试,认真记,数据比直觉靠谱。现在有热模拟软件,像Thermo-Calc之类,能先算CCT曲线,预判组织,但千万别全信,该做的工艺试验一个不能少。毕竟,炉子不会因为你的PPT做得好看就少给你造几个废品。😏
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:热处理变形控制:为什么你的工件总在淬火后弯了? https://www.dachanpin.com/a/tg/56108.html