昨天半夜收到一条微信,带着三个大哭的表情:回弹又超差了!调试了一星期的拉延模,出来的件和仿真结果差0.8毫米。客户已经在会议室拍桌子了……我能说什么呢。这种情况,搞冲压工艺的都懂。
说实话,回弹这东西,就是材料在跟你闹脾气。你把它压下去,一松手,它弹回来一些——弹性变形回复,加上内部应力重分布,尤其是高强度钢、铝合金,倔得很。板料成形的过程,本质上是一场跟材料本构关系的博弈。你永远没法完全消除回弹,只能想办法补偿、预测,或者……认了它。
别太迷信默认参数
我自己入行头五年,最烦的就是听人讲“按标准来”。哪有什么标准?每个冲压件的压边力、摩擦系数、拉延筋阻力,差一丁点,结果就面目全非。比如有个车门内板的件,我们在CAE分析里用了库仑摩擦0.12,实际试模发现局部开裂,测出来摩擦系数居然到了0.18,因为润滑油涂得不匀、板料存放久了表面有点氧化。后来没办法,把拉延筋圆角手动打磨了两圈,才勉强过关。你瞧,理论跟现实之间,隔着无数次试模和加班。
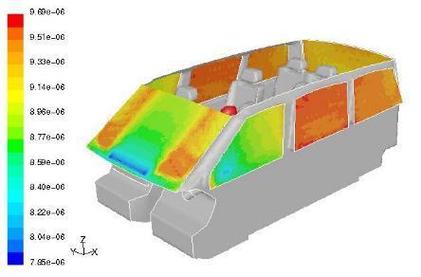
上面那张图——不是我画的,是去年一个项目里截的。红色区域是回弹量,左边仿真预测2.3毫米,右边实际扫描出来2.9毫米,差异0.6。还行,能接受。但最开始差了一倍多。为什么?因为仿真里模具是完全刚体,实际冲压时,模具本身也有微小的弹性变形,尤其大型覆盖件模具,承载几百吨,模座会弯那么几丝。你没把这部分刚度算进去,结果自然对不上。
模具补偿,不是反个方向那么简单
很多人以为,回弹多少,就把模具型面往反方向偏多少。天真了。回弹不是线性的,局部应力状态复杂得很。你补偿了这边,那边可能又翘了。💡真正的做法是“迭代几何补偿”,基于扫描点云做回弹补偿算法,一轮不行两轮,两轮不行三轮……直到轮廓度落在公差带里。我们有个项目,补偿了五次!五次啊,模具铣了又焊,焊了又铣,车间师傅看见我就瞪眼。
而且,千万别忽略工艺参数的波动。压边力如果靠液压缸控制,压力波动±5%是常态;润滑剂喷涂量、板料厚度公差,这些叠加起来,回弹结果能飘上天。✅我的习惯是,在仿真里做DOE(试验设计),看看哪些因素最要命,然后实测时重点监控。比如对于DP780高强钢,压边力和拉延筋几何是两大金刚,动不动就来个几毫米的差别。
问:为什么仿真结果和实际调试总对不上,是不是软件不行?
答:软件只是工具,关键是喂进去的数据。大部分对不上的情况,是因为边界条件设得不准——摩擦系数靠猜,压机刚度没给,材料卡片还是五年前测的。另外,冲压速度、温度变化也没考虑。真要搞准,得拿着实测的回弹量反推摩擦系数,修正模型,这过程没有捷径。
数字孪生?先别急着喊口号
这几年到处都在推数字孪生产线,冲压当然不例外。听起来很美:所有数据实时回传,AI自动优化参数,回弹瞬间被“算死”。然而……现实是,多数冲压车间的数据采集还靠手写表。传感器装不全,装了也没人校准。有一次我去一个厂,看见设备上贴着“智能制造示范线”的牌子,旁边模具工正在用锤子敲拉延筋,因为自动调整机构卡死了。我大笑,他也笑,笑完又有点心酸。

不过话说回来,有些进步是实打实的。比如用AI预测回弹量,基于历史试模数据训练一个小模型,可以给出初始补偿量的推荐,减少迭代次数。我们团队试过,对于形状比较简单的梁类件,误差能控制在±0.15毫米内,节省好几轮修模。❗但别指望它能替代人的判断。碰到深拉延、带翻边的复杂件,还是得靠经验——那种说不清道不明的“手感”。
问:多品种小批量生产,冲压模具成本太高,有什么低成本替代方案?
答:看零件大小和精度要求。中等尺寸的钣金件,可以考虑柔性多点成形或者渐进成形(Incremental Sheet Forming),都不需要专用模具,特别适合打样和小批量。缺点就是速度慢、表面质量稍差。如果量稍大一些,可以上激光切割拼焊加折弯的工艺组合,或者用简易模(锌基合金模、聚氨酯垫模),成本是钢模的1/5不到,寿命几万件够用了。关键得算总账,不能只看模具报价。
最后扔一句:搞冲压,心态要稳。回弹是永恒的,但你可以比它更灵活。别被软件忽悠,也别小瞧老师傅手里的那把锤子。下次再碰到回弹超差,先别急着烧焊补模——去查查压力表、摸摸润滑油、看看板料批号,说不定答案就在那儿。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:冲压工艺实战:回弹问题,到底怎么搞? https://www.dachanpin.com/a/tg/58473.html