令人崩溃的焊接缺陷,谁没遇到过?
干了十几年焊接,最怕的就是探伤不合格,一返修就是几个小时,甚至整个工件报废。说实话,焊接缺陷这东西,就像幽灵一样,防不胜防。气孔、裂纹、未熔合……每次看到X光片上的小黑点,心里就咯噔一下。但说到底,还是工艺没吃透。很多人觉得焊接就是照着参数干,哪有那么简单!🤦♂️
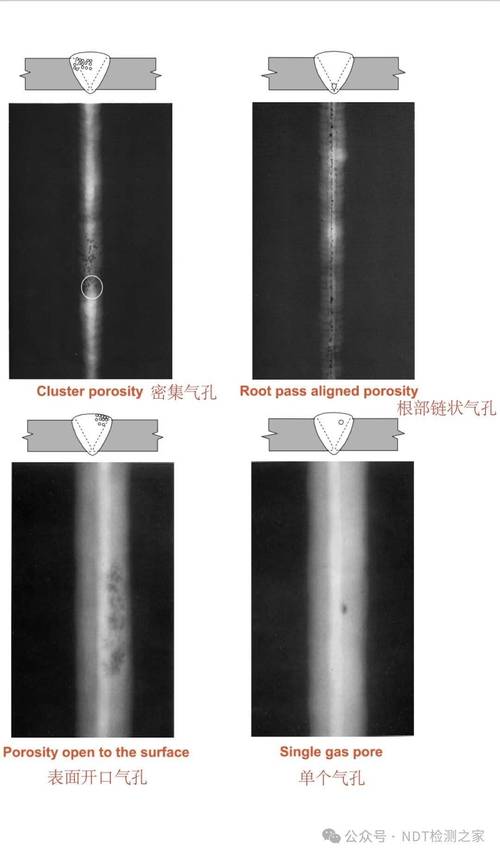
就拿最常见的气孔来说吧。保护气体没跟上、焊条受潮、坡口有油污……随便哪个环节出点岔子,气孔就来了。去年有个项目,焊工偷懒没烘干焊条,结果整条焊缝全是密集气孔,返修返到怀疑人生。所以说,焊接工艺细节绝不能马虎。不过话说回来,有些缺陷还真不是操作的问题,材料本身也会作妖,比如氢致裂纹。
裂纹,焊接的噩梦
裂纹是焊接缺陷里最致命的一种。特别是冷裂纹,悄无声息地就出现了,有时候焊完几天才裂。💥 这玩意儿跟氢含量、拘束应力、淬硬组织有关。现代工艺讲究低氢焊接,但很多人就是不在意。焊丝选得不对,预热不到位,一焊就裂。记得有一次焊高强钢,没严格按工艺卡预热,结果夜里听见“咔”一声脆响,心里顿时凉半截——完蛋,裂纹来了。
问:焊接裂纹怎么预防最有效?
答:治本还得从工艺入手。第一,严格控制氢来源,焊材烘干要达标,坡口清理彻底。第二,预热和后热不能省,尤其厚板和高碳当量材料。第三,工艺评定时就得做抗裂试验,别等生产时再试错。说实话,很多厂子就是舍不得花时间做评定,最后花更多时间返修。哎,人教人教不会,事教人一次就够。

裂纹之外,未熔合和未焊透也是大问题。尤其是自动焊,参数不对路,一下就出大面积缺陷。上次调试一台机器人焊接,速度太快,电流太小,结果层间未熔合,超声检测直接判废。所以工艺开发阶段,参数优化必须反复验证。
别迷信参数表,经验才是王道
现在各种焊接手册、焊接软件一大堆,输入板材、接头形式,自动给出参数。但实际干活的时候,环境温度、风速、设备状态都会影响,死守参数表往往栽跟头。记得有次在海边焊接钢结构,风大得离谱,保护气体被吹散,表面全是气孔。后来用防风罩,再调高气体流量,才搞定。这种现场应变,书本上哪会写?
💡 我个人有个习惯,每次换批号焊材,都先做工艺试验,哪怕再忙。因为不同批次焊丝,送丝性、电弧稳定性真的有差异。有一次新到一批焊丝,飞溅大得吓人,查了半天才发现是表面涂层不均匀。要不是提前试焊,直接上产品,不知道要出多少缺陷。所以,经验有时候就是避免这些坑的积累。
问:焊接工艺评定是不是每批次都要做?
答:标准有规定,重要结构当变更要素时就得重做。但现实中,很多企业偷懒,觉得上个项目合格的工艺就能用。这很危险!就拿不锈钢焊接来说,不同钢厂的材料焊接性差别不小,铁素体含量控制不好就容易出问题。我建议,新供货渠道或新材料进厂,至少做一组工艺验证。花半天时间,省去未来几周返修的代价,划算得很!
还有一点容易被忽视的是——焊接变形。虽然不算缺陷,但变形超差也会导致产品不合格。特别是长焊缝,不控制好反变形和焊接顺序,焊完能翘成拱桥。这些细节,都是在一次次教训里学来的。
智能化来了,老师傅们该高兴还是该愁?
这两年激光焊接、机器人焊接铺天盖地,好像明天就能无人化工厂一样。但实际呢?还是离不开人。上个月去一家新能源电池厂参观,说全自动化焊接,结果还是有工程师盯着屏幕调参数。机器确实能保证一致性,但碰到来料波动、装配偏差,它立马歇菜。这时候还得靠老师傅的经验判断。
说实话,焊接工艺的本质没变,热源熔化母材和填充材料,形成接头。只是控制手段多了些传感器。但缺陷依然存在,而且新工艺带来新缺陷,比如激光焊的气孔更细小隐蔽。所以,基础理论扎实总归是王道,盲目追新不如把传统工艺吃透。

有时候我挺感慨的,现在的焊工越来越难招,都想坐办公室。但好的焊工真是块宝,那种手感和眼力,机器替代不了。不过话说回来,搞工艺的也得跟上时代,至少得会看数据,会分析波形。不然被淘汰也是迟早的事。这行就是这样,不进则退。最后说点肺腑之言:焊接工艺这事儿,说简单也简单,说复杂那是真的复杂。它就像个黑洞,钻研越深,不知道的越多。但只要你尊重它,认真对待每个细节,缺陷就会远离你。别等到探伤电话来了才着急,功夫下在平时吧!🔧
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:焊接工艺实战指南:缺陷防治就得这么干 https://www.dachanpin.com/a/tg/60114.html