做钣金这一行,说实话,最怕的就是细节掉链子。一个小数点看错,一个参数调不对,整批零件就废了——那种懊恼劲儿,经历过的人都懂!今天不聊虚的,直接说说那些让我又爱又恨的加工难题。
激光切割不是万能钥匙
去年我们有个活儿,切割3mm厚的不锈钢板,上面带很多细密的网孔。按道理说,光纤激光切这厚度跟玩似的,对吧?结果呢,孔边缘全是挂渣,毛刺大到能划破手。调试了半天才发现,焦点位置偏了0.5mm。就这么一点点,害得我们全组加班打磨。激光切割确实快,但焦点位置、气压、切割速度这三个参数必须匹配得天衣无缝。
还有一次切铝合金——高反材料,大家都懂。我们那台2kW的机子,切1mm的铝板,速度调到15m/min,结果反射光把保护镜片打坏了。维修师傅一边换一边骂:“省那几秒速度,代价是几百块钱的镜片,值吗?” 所以啊,切高反材料,别贪快,功率密度得够,辅助气体吹除熔渣要及时,氮气纯度不够也是祸根。

这里插一句,很多人问:
问:激光切割厚板(比如10mm碳钢)到底怎么保证断面垂直度?
答:厚板切割最头疼的就是锥度。一般我们经验是,焦点位置放在材料表面之下约1/3厚度处,使用渐进式脉冲(低频率高占空比),减少热影响。还有喷嘴直径得配合,切10mm碳钢我常用直径1.5mm的喷嘴,氧气压力0.5-0.8bar。但每台机器脾气不一样,得自己摸索。另外,板材轧制方向也会影响切割质量,顺着轧制方向切,锥度往往会小一些。
折弯:角度跑偏的魔咒
折弯这工序,说起来简单——把板子弯成一定角度。但实际干起来,回弹量能让你怀疑人生。尤其是铝合金、不锈钢这些,弹性模量高,回弹严重。有一次做2mm厚304不锈钢的盒子,要求90度直角,我们按88度上模,结果出来是93度… 赶紧改模具角度,又试了3遍才合格,材料都浪费了不少。

后来我们学乖了,回弹补偿值不能只靠公式,必须试弯。通常我会先切一小条同批次材料,在折弯机上实际压一下,测出实际回弹角,再调整程序。还有下模V槽开口宽度也有讲究,一般取板厚的6-8倍,开口太小折弯力太大,开口太大精度又难控。另外,材料批次不同,硬度有差异,别指望一个参数走天下。
问:小批量多品种的折弯怎么减少换模时间?
答:这正是让我们头疼的地方。现在我们用快换模架系统,模具统一接口,切换一套模具只要几分钟。程序方面,把常用折弯工艺参数存成配方,类似“1mm铝板90度”、“2mm钢90度”,这样换产品时调用微调就行了。还有一个偏方,在模具上划线标记常用定位,比数字标尺还直观,老师傅都喜欢。
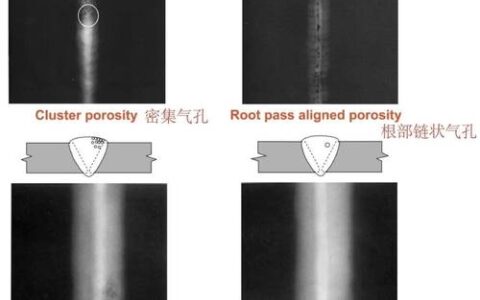
焊接与表面:最后的门面

焊接直接影响钣金件的结构强度,但很多人只顾着焊牢,忘了美观。特别是外露件,焊缝坑坑洼洼,打磨又费工时。我们车间焊工老张,焊不锈钢几乎不用打磨,鱼鳞纹均匀得像机器焊的。他告诉我秘诀就俩字:稳、匀。手要稳,送丝速度匀,电流电压匹配不虚不咬边。薄板(<1.5mm)用TIG,厚板用MIG/MAG,但脉冲焊越来越普及,飞溅少,变形小。
说到变形,薄板最麻烦。上次焊一个电梯面板,1.2mm镜面不锈钢,焊完中间鼓起,客户直接退货。后来我们做了个工装,焊接时用铜板背面急冷,再分段跳焊,才勉强搞定。焊完还得表面处理,拉丝、喷砂、粉末喷涂,哪一道出了问题都是废品。
现在一些厂上机器人焊接了,重复精度高,但编程调试点位也很费时。人工焊接还是靠手感,这个差距一时半会儿填不平。
好了,今天就扯这么多。钣金加工没多少高深理论,全是经验和细节。你有啥实战妙招,欢迎留言切磋。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:精密钣金加工:别让细节毁了你的零件 https://www.dachanpin.com/a/tg/60119.html