很多工厂一谈到测量系统分析(MSA),脑子里就蹦出GR&R。做了,合格了,万事大吉。真的吗?
我见过太多案例——GR&R通过,可产线量测数据就是跟客户那边对不上。每次出货都像在赌,赌对方的量具今天心情好。
这感觉,特糟心。
GR&R,别只盯着百分比
GR&R,也就是量具重复性和再现性。重复性:同一个人,同一把量具,多次测量同一个零件,差异有多大。再现性:不同人,同一把量具,测量同一个零件,差异又有多大。
业内常说“10%以下可接受,30%以上必须改进”。可你要是死磕这个%GR&R,就掉坑里了。
举个例子。去年我帮一家做精密轴承的工厂做诊断。他们的%GR&R=9.2%,漂漂亮亮。但装配线总投诉外径超差。我一看数据,ndc(可区分类别数)只有2。什么意思?这把量具只能把零件分成两类:合格,或者不合格。过程稍微一波动,它根本察觉不到。SPC控制图全是平线——不是过程稳,是量具瞎了。
所以,GR&R报告一出来,你首先该看的是ndc。ndc≥5,才谈得上统计过程控制。否则,%GR&R再好看,也是废纸。
忘了偏倚和线性?那MSA只做了一半
MSA不止GR&R。偏倚和线性,才是真正让你头疼的隐性杀手。
偏倚,就是量具测量平均值与参考值之间的差值。一把卡尺,测标准块总是大0.02mm,你觉得无所谓?调机师傅会哭着告诉你,0.02mm能毁掉整批产品的一贯性。
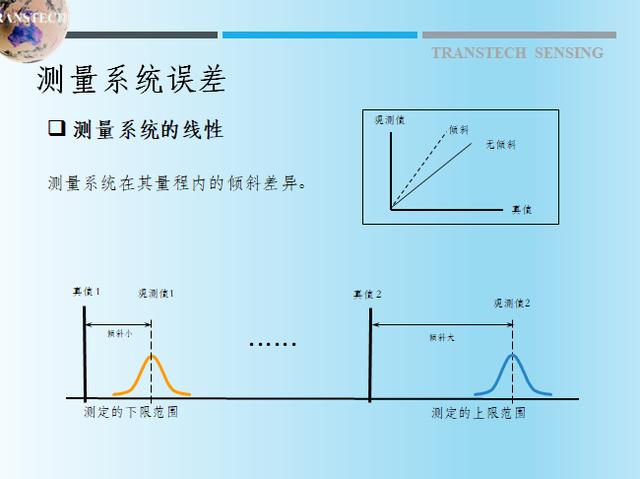
线性呢?是量具在预期量程内偏倚的差异。一台三坐标,测小孔偏倚+0.005,测大孔偏倚+0.03——这种情况太常见了。如果你只在量程中点做GR&R,呵呵,两端测出来的数据早就偏到姥姥家了。
我强烈建议!做MSA规划时,一定把偏倚和线性研究放在前面。先校准,消除偏倚;再检查线性,确保整个量程内偏倚一致。然后,才轮到GR&R。
否则,GR&R就算完美,也是在沙滩上盖城堡。
问:为什么%GR&R合格了,但测量还是不准?
答:很可能因为偏倚没消除。假设真实尺寸10.00mm,量具系统性地测出10.02mm,GR&R只反映测量波动,那个+0.02的恒定偏差它可不管。另外,如果线性不好,在不同尺寸段偏倚不同,你只在某个尺寸附近做GR&R,根本暴露不了问题。记住,GR&R衡量的是精密度,不是准确度。两者都健康,测量系统才算靠谱。
问:做GR&R时,零件选择有什么讲究?
答:千万别随手抓10个零件!样本必须覆盖整个过程的实际变差。理想情况是从近期生产的零件中,按时间间隔随机抽取,尽量让它们散布在公差带上下。如果样本只集中在规格中心,算出的%GR&R(相对于公差)会虚假地偏小;如果太分散,又可能夸大。我通常建议至少取10个件,搭配使用PPK值反推样本极差。还有个坑:盲测!评价人不能看到自己上一轮的测量值,零件顺序必须随机化,否则记忆效应会人为降低再现性。这是实操中最容易被忽略的细节。
实操中,我为什么讨厌“完美数据”
有时候,顾问会给你一份教科书般的MSA报告。数据极度收敛,所有判定指标绿得发光。这时候你得警觉——可能有人在造假。
真实工厂里,油污,振动,操作员疲劳,温度波动……测量系统天生就是变差的来源。那份“过于干净”的GR&R,要么是挑选了最好的零件,要么是让最熟练的检验员在恒温间里反复演练的结果。一到生产线,立刻现原形。
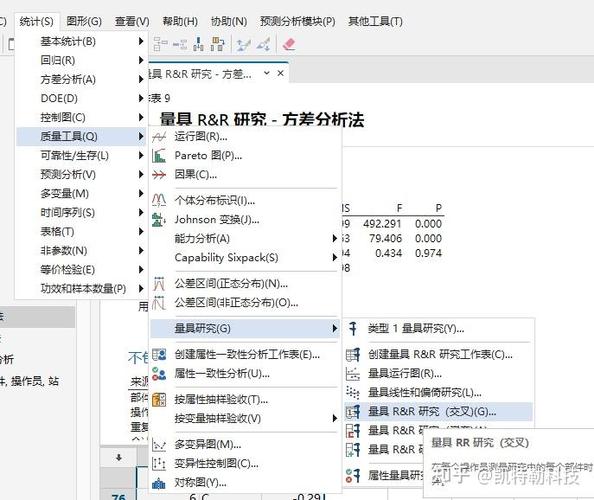
我特别推崇破坏性GR&R研究,许多人不愿碰。比如拉力测试、硬度测试,测一次零件就没了。怎么办?你得用嵌套实验设计,假定同一批内零件足够均匀,用批替代重复。过程麻烦,但能真实反映测量系统的表现。💡如果你在用Minitab,里面的破坏性量具R&R模块可以帮你,别手动硬算了——累且易错。
说到软件,Minitalb的MSA助手其实挺方便。员工总抱怨不会设计实验,不会看交互作用图。让他们点几下鼠标,自动生成随机化测量顺序,再输出带图表的报告,质量工程师就能腾出精力去现场找根本原因。
不过,软件用多了也有个毛病:大家只会看p值和百分比,忘了思考数据背后的物理意义。哪天停电,或者许可证过期,难道就不做MSA了?
别笑,我真见过这样的厂。
好了,扯远了。一句话总结:测量系统分析(MSA)是活的,得跟着你的工艺、环境和人员流动而迭代。不是每年审一次的质量文件。
做扎实,比做漂亮重要十倍。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:测量系统分析(MSA):避开GR&R的坑,你的量具真的靠谱吗? https://www.dachanpin.com/a/tg/60822.html