一个氧化槽,毁了整批料
上周去一家模具厂,老板愁眉苦脸指着—堆泛着灰斑的铝件跟我说:这批活全废了,阳极氧化车间说氧化膜颜色不均匀,客户拒收。我凑近一看,可不是嘛,表面跟长了癣似的。一问,槽液温度控制出了问题——夏天,冷却没跟上,槽温飙到25度以上。这点温度差异,外行看着没啥,可对咱们搞表面处理的来说,简直要命。
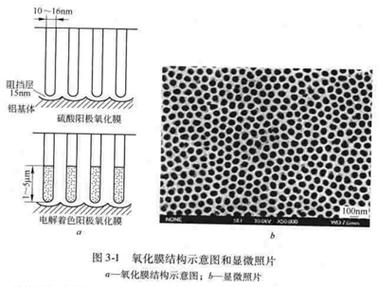
铝的阳极氧化,说白了就是在酸性电解液里,把铝当阳极,通电让它长出一层氧化铝膜。这层膜比自然氧化膜厚几百倍,硬、耐磨、能染色,还能绝缘。但!这玩意儿娇气得很,工艺参数稍微一偏,出来的活儿就没法看。我记得刚入行那会儿,师傅总念叨:氧化这行,三分靠设备,七分靠经验。现在想想,真不是吓唬人。
说实话,这几年阳极氧化技术变化挺大——环保法规追着跑,传统铬酸氧化快被淘汰了,无铬封闭工艺成了主流。不过,有些厂换汤不换药,槽液管理还是那套老思路,结果就是质量忽好忽坏,客户投诉不断。

硫酸、草酸还是硬质?——选错类型,哭都来不及
阳极氧化不是只有一种。常用的有硫酸阳极氧化(便宜,膜层透明,适合染色)、铬酸阳极氧化(膜软,国外航标常见,但六价铬有毒,在国内日子不长了)、草酸阳极氧化(膜硬,电阻高),还有最猛的硬质阳极氧化——低温下搞,膜厚能干到50-100μm,硬度堪比淬火钢。问题是,好多设计师只管画图,压根不关心车间用哪种工艺。遇到过吗?图纸上标个“阳极氧化,黑色”,没了。结果氧化厂用普通硫酸氧化,膜厚10μm,装上去没几天就磨穿了,反过来骂氧化厂活儿糙。冤不冤?
所以说,搞设计得懂点工艺,至少分清场合。装饰件,普通硫酸氧化就行,色彩丰富还便宜。耐磨件,尤其滑动配合的,务必指定硬质氧化。电器柜里的铝排,要求绝缘电阻,那草酸氧化更合适——但成本高,得提前跟采购打招呼。
前几天和一个同行聊,他提到现在汽车行业大量用铝车身件,要求氧化膜不但耐蚀,还要保证胶接强度。这就催生了“薄氧化膜+化学处理”的复合工艺,膜厚控制极其精确,太薄防不了锈,太厚胶粘不住。你看,细节决定成败。
这些坑,我帮你踩过了——常见缺陷急救指南
干我们这行,谁没被氧化膜缺陷折磨过?我把最典型的几个问题拎出来,给新人提个醒。
问:铝件阳极氧化后出现白斑,怎么回事?答:多半是清洗不彻底,或者水洗槽污染了。铝材在前处理时残留的油污、酸洗后的盐类没冲干净,带到氧化槽里,局部电流分布不均,就形成白斑。这玩意儿一旦出现,返工都难,只能报废。所以,别心疼那点纯水,该换就换。💡 前处理的水洗最好用去离子水,定期测电导率,别超过50μS/cm。
问:硬质氧化膜越厚越好吗?答:错!有些设计师总以为膜越厚越耐用。其实,过厚的氧化膜脆性大,容易崩角。尤其用在精密配合的零件上,膜厚直接影响尺寸公差。我们一般根据应用场景推荐,耐磨零件25-50μm足够,个别重载可以到80μm,再高就不建议了。而且膜厚与能耗、时间成平方关系,成本飙升。✅ 我做过测试,硬质氧化膜厚超过60μm后,表面粗糙度会急剧增加,反而降低疲劳寿命。
问:氧化膜封闭后发白,还能救吗?答:这要看程度。轻微粉霜可能是封闭剂浓度偏高或温度不对,可以返工浸泡去霜剂。要是封闭槽污染了,那基本无解——成片发白,只能退膜重做。提醒一下,无镍封闭剂现在普及了,但工艺窗口窄,pH波动超0.5,颜色就变。❗ 我就吃过这个亏,整槽液废掉,心疼得滴血。
环保红线下的新玩法

这两年环保查得严,不少小氧化厂关了。活下来的,都上了废水零排放系统。铬酸氧化更是成了过街老鼠,除非军工特殊要求,没人敢用。替代方案五花八门:钛锆系无铬前处理、有机物封闭、甚至脉冲氧化工艺都出来了。脉冲氧化能生成更致密的膜,耐蚀性上一个大台阶,但电源贵,工艺控制复杂,大厂才玩得起。
另外,自动化控制正悄悄普及。以前靠老师傅看电流、摸槽液,现在传感器实时监控温度、浓度、电流密度,数据直接上MES系统。我前段时间帮一家精密阀块厂调试氧化线,他们用IoT把氧化槽参数和膜厚检测仪联动,发现膜厚偏差自动补偿。结果呢?不良率从8%降到0.5%以下。这叫什么?技术红利。虽然前期投入肉疼,但长远看绝对值。
说到这,想起一件事:去年有个客户,死活不信氧化膜耐磨性还能提升,非说我们在忽悠。结果对比测试,脉冲硬质氧化膜耐磨次数是传统膜的两倍多,他才服气。有时候,人就是得见到数据才死心。
阳极氧化,说到底是个手艺活,但手艺也得跟科学结合。别觉得它简单,里面的门道够学一辈子。我现在看到不规范的操作,还是忍不住想吼一嗓子——因为这背后都是成本和口碑。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:阳极氧化:看似简单,实则步步惊心 https://www.dachanpin.com/a/tg/61221.html