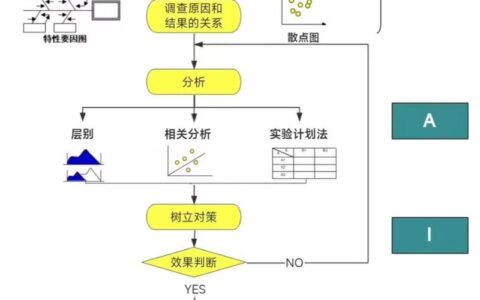
说实话,第一次在培训课上听到“田口方法”这四个字,我差点睡着。正交表?信噪比?三步设计?听着就跟老和尚念经似的。但后来在一条产线上被现实狠狠抽了耳光,才明白这玩意儿有多硬核。
。简单说,就是看你的产品在温度、湿度、老化、操作工心情(开玩笑)等一系列噪声干扰下,性能能不能稳住。
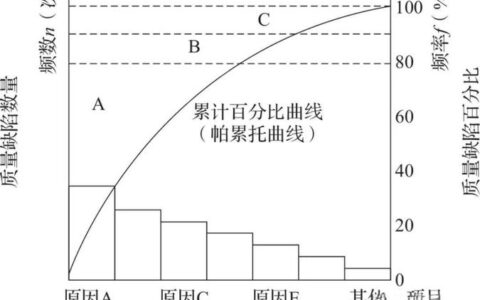
我见过太多工厂,把合格率当命。99%的合格率,听着挺美,可客户拿回去一用,半年坏三个。为什么?因为出厂时只测了标准条件下的性能,没考虑实际使用环境的千奇百怪。田口方法逼着你一开始就盯着“变异性”。信噪比越高,产品越不受噪声影响。
不过话说回来,这个指标也被人骂得不轻。有些搞统计的学者跳出来,说它是“非标准的、有问题的”。嗐,我不管那些,黑猫白猫,能抓耗子就是好猫。实际产线上,用信噪比优化的参数,确实让客户投诉降了大半。
。不是不科学,是你没搞懂它的逻辑:牺牲交互作用的估计精度,换取主效应的高效筛选。
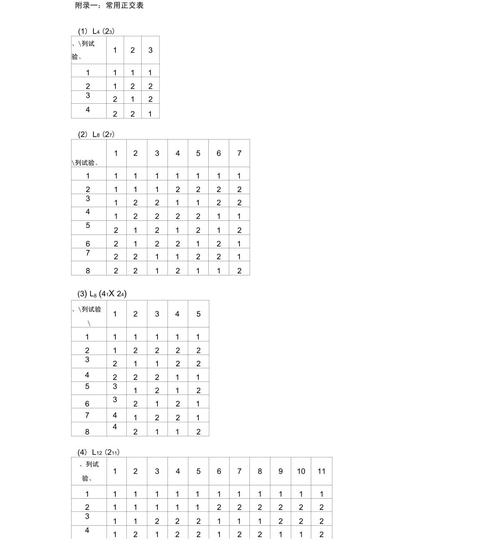
我常跟年轻工程师讲:别跟正交表死磕数学证明,先动手试。有一回我们搞注塑成型,五个参数,如果全因子试验,得做32次。车间主任差点抄凳子。后来用了L8,八组参数跑下来,缺陷率直接从12%干到3%。主任叼着烟说:这他妈是魔法。
💡 小贴士:选正交表别死板,根据因子数和水平数,MinTab几秒钟就给你推荐好。关键是一定要
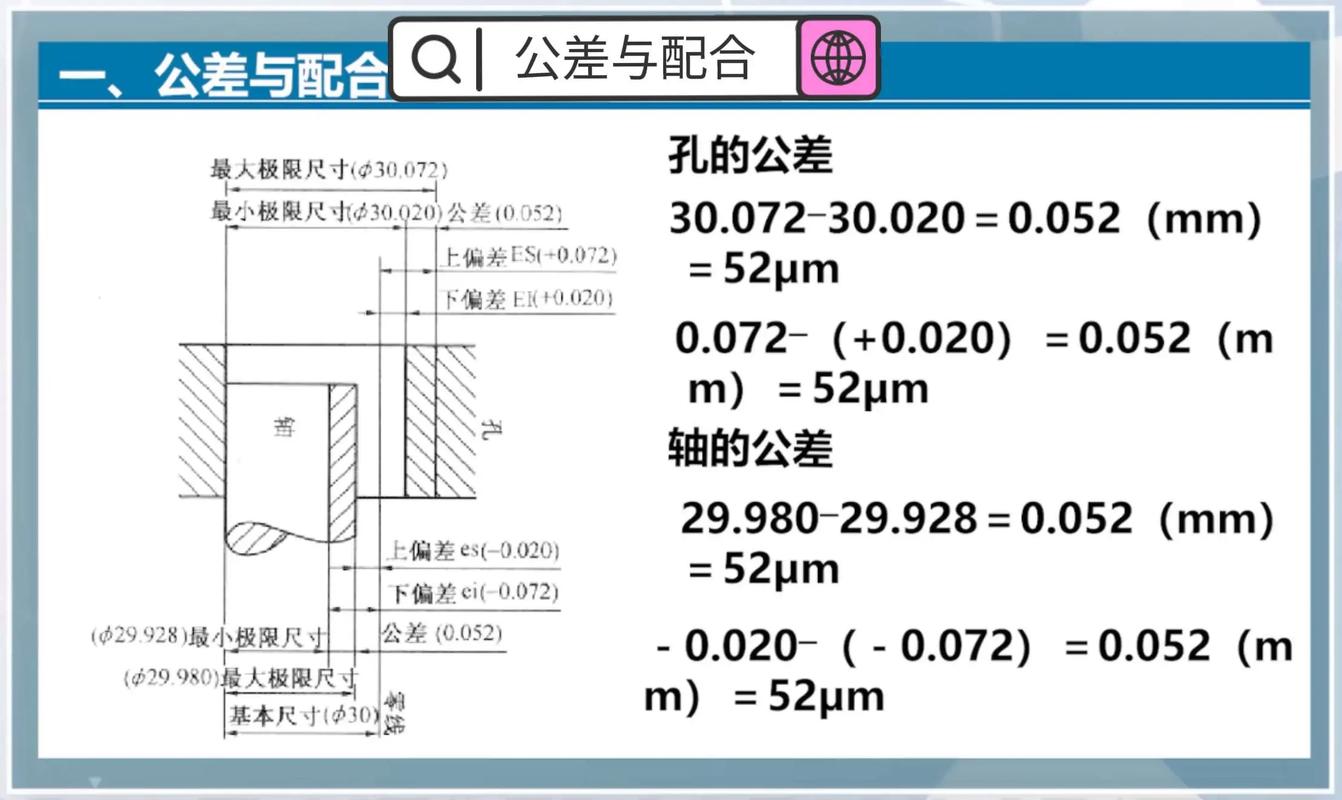
传统“门柱”思维——过了规格限就万事大吉,简直害死人。他那个二次损失函数,L(y)=k(y-m)^2,一下子把质量从“符合性”拉到了“经济性”。
记得有次给一家轴承厂做咨询,内径公差±0.01mm。他们觉得只要在里面就行。我拿损失函数一算,接近上下限的产品,装配时噪音超标的风险高出三倍。后来我们做了参数设计,把内径波动缩到±0.005mm以内,成本没增,客户端的索赔直接消失。老板瞪大眼睛:“合着以前我们白送了多少钱?”
哎,说到钱,搞质量的如果把成本晾一边,注定孤单。田口方法最性感的地方,就是把技术和经济打通了。
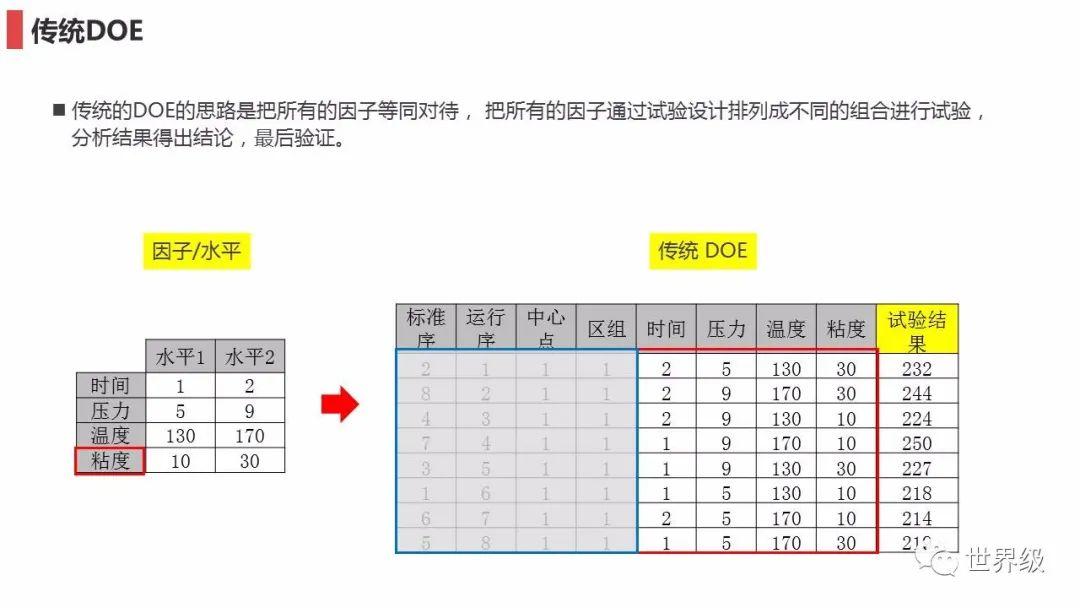
问:田口方法和经典DOE到底有什么区别?
答:经典DOE(比如响应曲面法)更追求精确建模,探索变量间的精细关系,适合在实验室里慢慢玩。田口方法就是个实用主义——
,让产品出门别惹事。而且,田口引入了噪声因子,把抗干扰能力摆到台面上,这是传统DOE常常忽略的。还有一点,正交表让试验规模极小化,车间里着急的时候,这是救命稻草。所以,你要是搞前沿科研,可能看不上田口;但搞工程应用,它就是神兵利器。
问:现在大家都在搞数字孪生、AI调参,田口方法是不是过时了?
答:这个问题我被人问了不下五十遍!过时?别逗了。
恰好相反,
以前做一次物理试验,成本高、周期长,现在好多噪声因子可以在仿真模型里快速跑。正交排列出的参数组合,丢给数字孪生批量仿真,信噪比算得飞快。AI呢?能帮你从海量噪声场景里,识别出最要命的几个因子,让田口试验设计更精准。
我去年带一个团队做电机性能优化,就是用ANSYS搭了孪生模型,把温度、润滑条件、电压波动做成噪声数组,L18正交表一铺,两天找到最优设计。样机一次成功。你说这算新还是旧?工具在变,稳健设计的内核没变,甚至更急需了。
✅ 若你的产线还在靠经验调参数,不妨找个关键质量特性,用田口方法试试。只要做对三步:
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:田口方法:为什么搞了30年质量,我还是推荐这套日本人的笨办法? https://www.dachanpin.com/a/tg/61378.html