上个月去车间,看见一个新模试模,料刚打进去,压力曲线就抖得像心电图。不用看都知道,浇口要出事。果然,短射加喷射痕,一套新模就这么废了半天工。我问设计的小伙子:浇口怎么定的?他理直气壮:按Moldflow跑出来的啊。我直接把仿真结果拉出来,浇口区域那可怜的灰色警告,他当正常忽略……唉。
说实话,模具设计这行干久了,最大的感触就是——软件永远替代不了人的判断。特别是浇口、排气、冷却这三样,稍有不慎,后面调机师傅能把祖宗十八代问候一遍。
浇口位置:不是模流分析说了算,是你说了算
很多年轻设计师把Moldflow当菩萨供,充填云图一绿就觉得万事大吉。但熔接线在哪?困气在哪?真实塑胶流动的剪切热导致局部粘度突变,这些模拟至少还要五年才能稳定捕捉。尤其是薄壁产品的浇口,必须考虑分子取向。你浇口放中间,条状充填,结果横向强度差得一塌糊涂,客户回馈断裂,你还在纳闷——明明仿真过了啊。

记得有一次给医疗设备做透明PC镜片,双折射要求极高,我坚持把浇口从侧边移到端部,用扇形浇口顺分子链方向充填。模流报告说这样做压力损失大,但实际试模后,内应力反而大幅降低。为什么?因为分子取向一致后,收缩各向异性的矛盾被化解了。这种经验,软件不会告诉你。
💡 浇口设计的核心铁律:永远先想熔体最后冻结的位置,再反推充填模式。 别一上来就点那个“自动推荐”。
问:浇口尺寸到底怎么定?经验公式靠谱吗?
答:完全不靠谱!那些教科书里的L/D比是指定牛顿流体,实际塑胶是非牛顿的。我吃过亏:按公式算PA66的浇口,结果冷料堵塞,改成比公式大30%才顺畅。后来学乖了,先用公式给个底,然后根据塑胶的剪切稀化指数去调,再结合短射实验修正。记住,小浇口虽然减小流痕,但压力损失是指数级上升,别因小失大。
问:多腔模总是偏充,锁模力够大也调不平衡,是不是流道设计问题?
答:八成是浇口布局的几何不平衡——即使流道长度对称,塑料流经的摩擦热历程不同!尤其热敏性材料,比如POM,稍微一变,粘度差出去20%。我在做16腔瓶盖模时,把浇口开在型腔的同一侧,所有腔充填时间差压缩到0.02秒内,这才是真正的平衡,不是靠流道尺寸凑的假平衡。
别再死磕传统水路:随形冷却才是治变形的解药
说到变形,十个客户九个抱怨。工程师上来就补筋、改厚度,越改越重。其实根源很多在冷却不均。传统钻直孔的水路,遇上深腔异形件,局部温度差能到15度以上。你收缩率不一致,自然会翘曲。这时候,3D打印的随形水路是真香——虽然成本高,但在汽车灯罩这类光学件上,绝对值回票价。
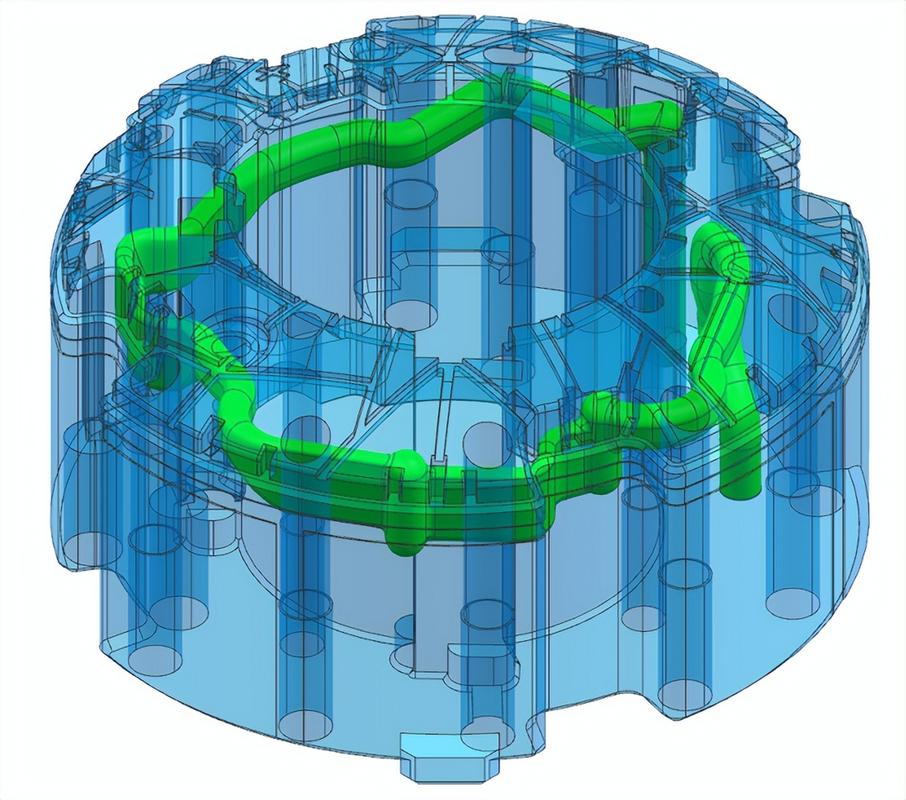
去年一个LED透镜项目,壁厚最薄处2mm,最厚12mm,常规设计温差12℃,变形量0.3mm根本没法用。改用随形冷却后,温差降到3℃以内,变形稳定在0.03mm。但代价呢? 模具成本涨了40%,加工周期多两周。所以💡关键不是要不要用,是你得会算这笔账:对于高附加值、高精度要求的产品,这就是最优解;普通日用品还是乖乖优化传统水路吧。
❗一个常被忽视的点:随形水路容易在拐角处产生应力集中,设计时必须做通道圆角处理,最小R角建议不小于直径的1.5倍。我就见过水路裂开的惨案,堵了模仁,维修费比省下的冷却时间贵十倍。
排气槽:模具界的隐形杀手
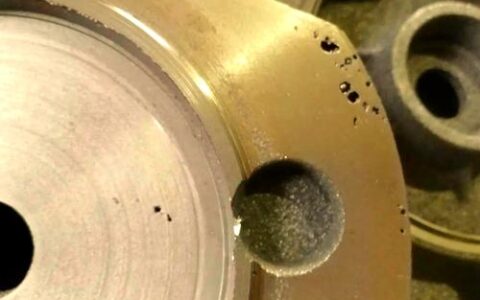
模具开久了,分型面亮晶晶一层“油”其实是塑料分解物。很多人拿清洗剂喷喷了事,没去想排气槽已经堵了一大半。你还在纳闷,怎么最近产品老烧焦、结合线明显?就是气憋的。特别是高速充填,气体来不及排出,被压缩到局部高温,烧焦不说,还灼坏模具钢——这坑,我跳了不止一次。
严格来讲,排气槽深度要根据材料逸气量设计,PP之类可以0.02mm,PC就要再浅些。但实际做的时候,研磨精度根本到不了。我的土办法:先按标准深度开,试模时在天侧加石棉纸观察烟气走向,手工再修磨。前段排气槽一定要连到大气的引气槽,否则就是个摆设。
还有,模具顶针、滑块这些活动件,你别小看,它们天然是排气通道。设计时故意让顶针与孔配合间隙在单边0.005~0.01mm,既能排气又不至于跑毛边。有些设计师一味求紧配,结果把排气憋死,典型的捡芝麻丢西瓜。
问:滑块排气最容易忽略什么?
答:滑块底面与模仁的贴合面!那个区域在合模时是死气区,如果不加工一条深0.03mm的连通槽到外侧,充填末端百分百出银纹。我在高光件上吃过亏,后来所有滑块底部都加交叉式排气纹,问题根除。
说实话,模具设计就像下棋,走一步看三步。软件跑得过眼,但跑不过心。下次再当你看到模流分析完美无缺的时候,别急着高兴,多问自己一句:有没有哪里漏了?因为现实世界,从来不给完美留面子。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:模具设计,别再被老经验带沟里了——浇口、变形和那些反直觉的设计思路 https://www.dachanpin.com/a/tg/56525.html