你知道吗?刚学焊接那会儿,我差点把车间点着了。——现在想起来都后怕。都说焊接是“铁裁缝”,但真上手,完全是两码事。图纸上的焊缝符号看着简单,真焊起来,角度、速度、电弧长度,差一点就走样。我师父老李,干了三十年,闭上眼听声音就知道电流电压对不对。他说:“焊接这玩意儿,七分调参数,三分看手法。” 没错。尤其现在都用数字化焊机,
这些,调得准,焊缝像鱼鳞纹一样美;调不准,全是气孔夹渣。有一次焊压力容器,自认为参数没错,按照工艺卡设的,结果探伤拍片,密密麻麻的虫孔,全废。那种挫败感……唉,不提了。后来才知,那批焊材受潮了,烘焙温度不够,直接导致扩散氢含量飙升。所以,焊材管理,不能有半点马虎。
问:新手最容易在焊接工艺上犯的错是什么?
答:最常见的,就是不看焊接工艺评定(WPQR),凭感觉焊。特别是换了材料,从Q235到Q345,或者不锈钢,焊接规范完全不同。预热温度、层间温度,一旦忽略,裂纹立刻找上门。还有焊材匹配——用错焊条,酸碱性搞反,那简直是在做破坏实验。另外,保护气体也很关键,MAG焊用纯CO2和混合气,熔滴过渡模式都不一样,飞溅率差一倍。有个师弟,把氩弧焊的钨极伸得过长,结果电弧不稳,还夹钨,整条缝都得抠掉重来。
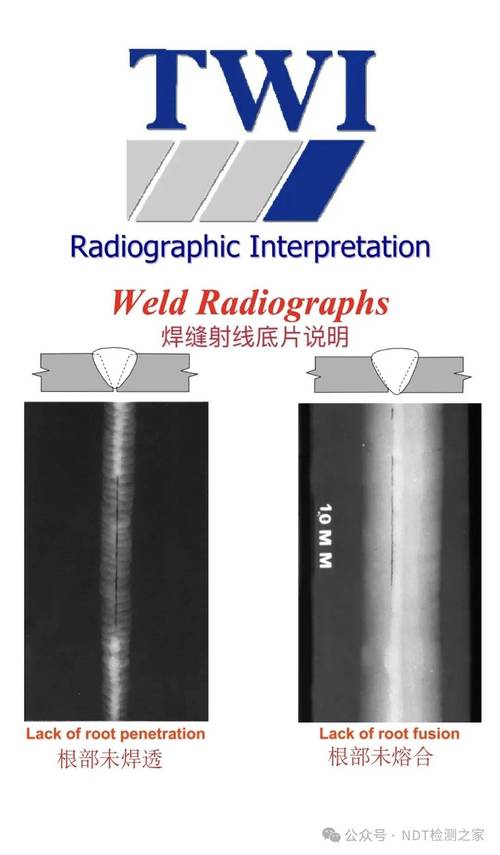
气孔这玩意儿,防不胜防。保护气体稍微一乱,风一吹,就完了。我有一次在户外干,快下雨了,着急收工,没搭防风棚,结果焊缝表面全是针孔。检测的同事一照,里面也是蜂窝状。全磨掉重焊,整整多干了两天。更可怕的是未熔合,藏在内部,表面看不出,超声测不出,时间长了直接裂开。去年有个桥梁项目,就是因为
——焊速快了,热输入不够,导致未熔合,差点出大事故。裂纹最头疼,热裂、冷裂、延迟裂纹……特别是高强钢,焊后几小时,甚至几天,咔嚓一声裂了。所以后热、消氢处理,不能省。省了就是定时炸弹。我记得有次焊40Cr,接头硬度要求高,焊后没及时回火,半夜听见一声脆响,早上发现焊缝纵向裂得整整齐齐。教训深刻。
问:怎样避免这些缺陷?
答:说到底,就是严格执行焊接工艺规程(WPS)。别偷懒。焊前清理要彻底,油锈水全弄干净。气体流量检查,喷嘴状态检查。重要结构,必须焊前预热,焊后保温缓冷。多层多道焊时,层间清理要打磨,去渣、去气孔。还有,焊工技能也得过关,同样的工艺,老师傅和新手焊出来的完全不一样。我们厂现在用机器人焊接,但复杂焊缝还是得靠人,机器人的工艺调试更考验水平。比如焊枪角度、摆幅、停留时间,差0.5mm就产生缺陷。现在我要求所有焊工考取国际焊工证,倒逼他们规范操作。
说实话,传统手工焊越来越少了。激光焊接现在猛得很,汽车白车身,焊缝细如发丝,强度高,变形小。但投资大,一台激光器几百万。搅拌摩擦焊也是神技,铝合金焊接,不用焊丝,靠搅拌头摩擦生热,焊缝组织细腻,强度比母材还高。我们给高铁做部件,全用这技术。不过话说回来,新工艺得配新检测,比如相控阵超声波、数字射线,老一套的胶片慢慢淘汰了。智能制造这块,
是趋势,实时调整参数,自动补偿。但真落地,还有坑——传感器误判,补偿过度,反而焊出问题。所以,再智能,也得有人盯着。最近我们在试激光-电弧复合焊,效率高,变形小,但是工艺窗口窄,调起来费劲。每个接头都要做工艺评定,烧钱。
问:对于小厂,有没有性价比较高的先进焊接工艺推荐?
答:小厂就别盲目追激光了,建议考虑冷金属过渡(CMT)焊,或者脉冲MIG/MAG。比普通气保焊飞溅少,成型好,价格也能接受。我们厂前年换了三台,实际下来,返修率下降了一半,省的钱早把设备赚回来了。另外,如果焊铝多,可以看看搅拌摩擦焊的简易设备,国产的也有不错的。记得,工艺升级要算经济账,别听销售忽悠。还有,二手设备也是选择,很多外资厂淘汰的焊机,状态还不错,价格便宜一半。
焊接这行,越干越怕,因为见过的失效太多。但话说回来,每次解决问题,焊出完美接头,那种成就感也是真的。工艺没有最好,只有最合适。与其背参数,不如多分析失败案例。我办公桌抽屉里,一堆废试块,全是教训。最后提醒一句:无论工艺多先进,焊工的培训和安全防护永远别放松。电弧光、烟尘、高温,毁人于无形。我们车间现在全部配变光面罩和送风呼吸器,成本高了,但值得。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:焊接工艺实战:从气孔到裂纹,那些年我交的学费 https://www.dachanpin.com/a/tg/56543.html