干了二十多年铸造,最怕半夜电话响。——不是设备故障,就是又出一批废品。气孔、缩松、裂纹…这些老伙计阴魂不散。说实话,每一次开箱都像开盲盒,心跳加速的那种。上个月一套叶轮铸件,明明工艺参数没变,结果上半圈全是蜂窝状气孔,当场就想把模具砸了。冷静下来后,排查发现是再生砂里混进了雨水,含水量蹿到6%——谁能想到呢?

铸造这行当,三分技术七分细节。一个小疏忽,几吨铁水就废了。但话说回来,这些年铸造工艺的进步确实惊人,从经验试错到仿真模拟,我们走的弯路明显少了。下面聊几个核心痛点,都是真金白银换来的教训。
气孔:藏在铸件里的定时炸弹
气孔分好几种:侵入气孔、析出气孔、反应气孔…听起来复杂,其实根源就一个字——气。型砂发气量太大?排气不畅?浇注温度太低气体来不及逸出?我都遇到过。最坑的一次,新换的树脂固化剂成分有细微偏差,发气量陡增,整炉铸件皮下全是针孔,加工后才暴露——客户验货时脸都绿了。❗
怎么治?型砂透气性必须死磕,我们现在的潮模砂紧实率控制在38%-42%,透气性≥120。浇注系统里加排气槽、出气针,甚至用空心浇口。还有个小窍门:在砂芯里埋尼龙绳,浇注时烧掉形成排气通道,对付深腔气孔有奇效。当然,熔炼脱气也不能含糊,铝液用旋转喷吹除氢,钢水得充分脱氧。💡
缩松缩孔:看不见的致命伤
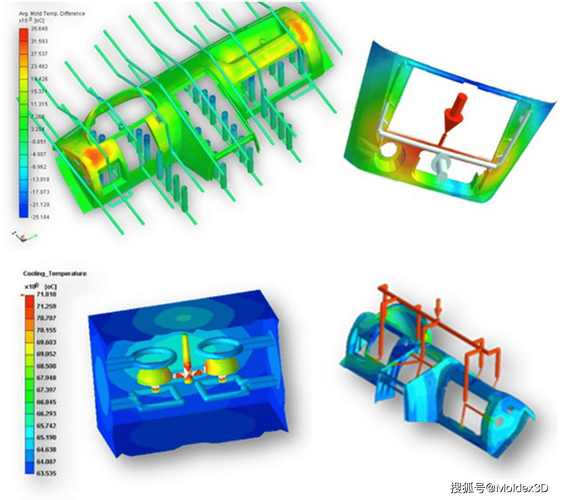
缩松这东西很贼,往往藏在热节中心,X光一照——好家伙,像奶酪。我曾在发动机缸体铸件上栽过跟头,顶面冒口补缩根本够不到底部凸台,切开来全是微缩松,直接报废两吨多。顺序凝固是铁律,可复杂件哪那么容易实现?冒口、冷铁、补贴得组合用,位置和尺寸差一点都不行。
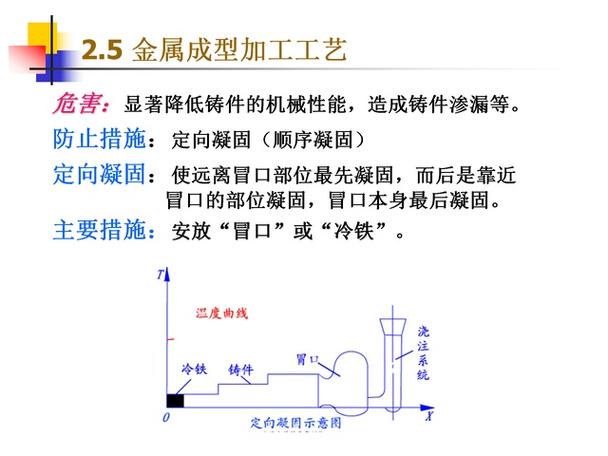
后来逼着我去学了華铸CAE仿真软件。不是我替它打广告,确实有用。充型过程、凝固温度场都能可视化了,哪里最后凝固、哪里缩孔风险高一目了然。试模次数从七八次降到现在最多两次——省老鼻子钱了。不过模拟不是万能,边界条件设不准照样跑偏,实测温度场反校正才是王道。✅
裂纹:从热裂到冷裂,都是应力惹的祸
问:铸件裂了,到底和材料还是工艺关系大?
答:都跑不了。高硫钢热脆,薄壁急冷淬硬——但更多是工艺不当诱发的。我见过最经典的案例:一个壁厚差达40mm的支架,浇注后打断浇口过早,收缩受阻愣是撕开一道口子。后来延长保温时间,加防裂筋,问题才解决。说实话,裂纹分析最磨练人,得会看断口,辨纹路。
预防裂纹,浇冒口位置要避开应力集中区,必要时搞同时凝固。铸件结构要平滑过渡,直角那是找死。对了,千万别小瞧落砂温度,有些合金钢400℃就要震动清砂,晚半小时就是成批冷裂。
浇注系统设计:老手艺遇上新科技
早些年设计浇注系统全凭经验公式,截面比、压头高度,翻手册拍脑袋。现在年轻人习惯了3D打印,想要什么流道形状直接打印出来做试验。我们试过用3D打印树脂砂芯做复杂油道,传统制芯根本做不出的扭曲回路,三小时就搞定了,精度±0.3mm,惊得老师傅直摇头。🚀
问:小批量、多品种的铸件,开模具太贵,有没有低成本的办法?
答:有啊!直接用3D打印砂型,造型周期从一个月缩到几天,单件试制成本降70%以上。我们给农机厂做过变速箱壳体样件,砂型直接CNC雕刻再加部分3D打印镶块,浇出来尺寸完全达标。这技术五年前还不敢想,现在连大型钢铸件都在用。
熔炼与浇注:高温下的精准博弈
熔炼这几年变化大。电炉普及,成分控制精确多了,但操作工水平参差不齐。我碰上过把铝硅合金当铝铜合金配料的主,整炉镁含量超标三倍——浇出来的件脆得像饼干。❗所以现在光谱分析我们每炉做四次,浇注前还得测氢含量。浇注温度呢,宁低勿高但必须流动性够,低压铸造铝合金我们精确到±5℃控制。
浇注速度也关键。底注还是顶注,匀速还是变速,影响湍流卷气。我们给一个薄壁框架件设计了阶梯式浇注系统,底层内浇道先充满,再中间、上层,同步上升,避免冷隔,效果绝佳。这种优化靠手算不可能,还得依赖模流分析。
型砂与制芯:被低估的幕后英雄
许多厂不重视型砂,觉得是“泥巴活”。大错特错。型砂质量波动直接影响铸件表面质量、尺寸精度甚至废品率。我们现在的湿型砂在线检测:紧实率、水分、透气性、湿压强度,每20分钟自动采样,数据直连混砂机。曾经因为膨润土批次变化导致湿压强度骤降,起模时砂型塌了一片,那场面…
制芯更繁琐。冷芯、热芯、无机黏结剂、壳芯,选型原则先看铸件要求和批量。我们淘汰了部分油砂芯,因为环保和效率问题,换上胺法冷芯盒,固化快,尺寸好,但树脂贵啊。还得平衡成本。所以说,工艺没有最好的,只有最适合的。
质量检测:别等加工后才后悔

以前靠肉眼、锤子听音,现在超声波、X光、CT全上。我们发现用工业CT检测涡轮叶片,0.5mm的缩松都能揪出来,客户放心,我们也能睡安稳觉。不过初期投入确实高,一台设备几百万。值不值?算算索赔金额就懂了。
问:有没有简易方法快速判断铸件内部质量?
答:看断面、锤击声只是一部分。我们常用便携式硬度计和超声波测厚仪先筛一遍,异常件再上X光。还有一个土办法:对铸铝件,用锤子轻敲,声音闷的可能有裂纹或疏松,声音清脆的基本合格。不过最终还是得信任科学。🤷
铸造工艺的进步,说白了就是从靠天吃饭到靠数据吃饭。模拟、打印、在线检测……工具越来越强,可经验依然宝贵。那些软件算不出来的微妙感觉,比如铁水流动性、型砂手感,还得靠人。我常对徒弟说:别迷信屏幕,多去车间摸砂子、看火苗,那才是铸造的灵魂。
好了,不回电话了,我得盯着那炉球铁去了——昨天刚调好的球化剂配比,希望别出幺蛾子。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:铸造工艺里那些急得跳脚的坑,我填了十几年还没填平 https://www.dachanpin.com/a/tg/56528.html